Resoluutio on yksi tärkeimmistä tekijöistä, jotka tulee ottaa huomioon, kun harkitsee eri 3D-tulostimia, ja se ulottuu laajemmalle kuin monille tuttu minimikerroskorkeuden arvo. Itse asiassa minimikerroskorkeus on yleensä huono kuva 3D-tulostimen laadusta.
Tässä oppaassa tutustut jokaiseen 3D-tulostimen resoluutioon liittyvään eri osatekijään. Käymme läpi Z-resoluution, pienimmän piirteen koon, X/Y-resoluution ja kerroksen soikeuden, jotta saamme täydellisen kuvan 3D-tulostuksen resoluutiosta.
Z-resoluutio
Tunnetuin 3D-tulostimen resoluutioon liittyvä arvo on Z-kerroksen minimikorkeus. 3D-tulostimet rakentavat objektit kerroksittain, ja tämä arvo kuvaa yhden näistä kerroksista paksuutta. Useimmissa FDM-koneissa pienin käytännöllinen kerroskorkeus on 0,1 mm eli 100 mikronia ja SLA-koneissa 0,025 mm eli 25 mikronia.
Monet FDM-valmistajat ilmoittavat Z-kerroksen pienimmän Z-kerroskorkeuden jopa 10 mikroniksi. Vaikka tämä on teknisesti mahdollista, niinkin ohuiden kuin 10 mikronin kerrosten tulostaminen FDM-koneilla on epäkäytännöllistä. Useimmat askelmoottorit pystyvät liikuttamaan kyseistä alustaa vain 10 mikronin verran, mutta FDM-puristimet eivät pysty ohjaamaan filamentin virtausta riittävän tarkasti puhtaiden tulosten tuottamiseksi. Tästä syystä 10 mikronin tulosteet FDM-koneilla näyttävät usein huonommilta kuin 100 mikronin tulosteet, vaikka yksittäiset kerrokset ovatkin hienompia.
Milloin käytetään ohuempia kerroksia
Monissa tapauksissa ohuempien kerrosten käytöstä on vain vähän tai ei lainkaan hyötyä, ja se vain lisää tulostusaikaa. Ohuemmista kerroksista on eniten hyötyä parannettaessa pintakäsittelyä osissa, joissa on vinoja tai kaarevia pintoja. Formlabsilla on hieno havainnollistus tästä käsitteestä alla.

Minimiominaisuuskoko
FDM-koneissa minimiominaisuuskoko on tulostussuuttimen halkaisijan funktio. Yleisin suuttimen halkaisija on 0,4 mm ja ergo pienin tulostettava piirre on 0,4 mm. Monissa tulostimissa suuttimet voidaan vaihtaa, ja kolmannen osapuolen lisälaitteita voi ostaa niinkin kapeilla halkaisijoilla kuin 0,15 mm. Tämä käsite koskee yksinään seisovia piirteitä, kuten torneja ja piikkejä, eikä sitä voida soveltaa komponentteihin, kuten kohokuvioituun tekstiin objektin kyljessä. Käymme tarkemmin läpi kohokuvioidut piirteet kohdassa ”X/Y-resoluutio”.
On tärkeää pitää mielessä, että FDM-tulostuksessa pienemmät piirteet deformoituvat helpommin lämmön vaikutuksesta. Korkeat ja ohuet tornit epäonnistuvat usein, koska sulan muovin ja suuttimen lämpö aiheuttaa rakenteiden pehmenemisen.

SLA-tulostimissa minimiominaisuuksien resoluutio riippuu laserin pistekoosta. Koska SLA-tulostukseen ei liity samoja lämpöjännityksiä kuin FDM-tulostukseen, korkeat ohuet tornit ovat käyttökelpoisempia ja pienet piirteet ratkaistaan helposti.
X/Y-resoluutio
X/Y-resoluutio hajottaa tulostimesi paljaaseen laitteistoonsa, ja se määräytyy askelmoottorisi minimikierrosluvun ja koneen mekaniikan mukaan. Litofaanit ovat hyödyllisiä kohteita X/Y-resoluution selittämisessä.
Litofaani on kuva, joka on puristettu kolmiulotteisesti siten, että kuvan tummat osat ovat paksumpia kuin vaaleat osat. Kun valoa säteilee läpi, mallin paksummat osat näkyvät tummempina ja alkuperäinen kuva tulee näkyviin. Opi 3 vaihetta omien litofaanien luomiseen täältä!
Litofaanit tulostetaan pikemminkin pystysuoraan kuin tasaisesti alustalle, koska X- ja Y-akselin resoluutio on usein parempi kuin Z-akselin resoluutio. Alla on esimerkki litofaanin poikkileikkauksesta. X/Y-resoluutio kuvaa suuttimen tai laserpisteen pienintä mahdollista poikkeamaa, ja se sijoittuu usein 16 mikronin asteikolle, vaikka tämä voi vaihdella konekohtaisesti.

FDM-tulostimissa on muitakin tekijöitä, jotka on otettava huomioon, kun pohditaan X- ja Y-resoluutiota. FDM-tulostimissa, joissa käytetään suoravetoista ekstruusioasennusta, on painoa suuttimen yläpuolella, mikä voi johtaa liialliseen inertiaan suurilla nopeuksilla. Tämä johtaa niin sanottuun banding-ilmiöön, jossa pystysuuntaiset poikkeamat näkyvät mallissa ja X/Y-resoluutio heikkenee. CoreXY-asetelmat vähentävät tätä vaikutusta älykkäällä kinematiikalla, joka tekee X- ja Y-akseleista riippumattomia yhdestä moottorista.
Kerroksen soikeus
Kerroksen soikeus on yksi hienovaraisemmista parametreista, jotka on otettava huomioon 3D-tulostimen resoluutiota harkittaessa. Kun kerrokset laskeutuvat FDM-tulostuksessa, ulkorajat saavat soikean muodon, mikä osaltaan vaikuttaa karheampaan pintakäsittelyyn ja huonoon läpinäkyvyyteen.
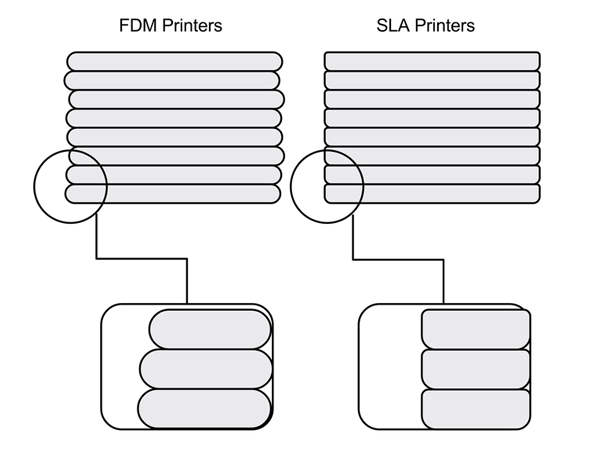
SLA-tulostimilla luoduilla kerroksilla on luonnostaan vähemmän soikeutta kuin FDM-tekniikalla luoduilla kerroksilla. Laserpohjainen stereolitografia luo kerroksia, jotka ovat suorakulmaisempia, ja tämä mahdollistaa tasaisemman pintakäsittelyn ja paremman läpinäkyvyyden.
Kappaleiden hionta on hyvä tapa vähentää ulkokerrosten soikeutta ja parantaa pintakäsittelyä. XTC-3D:n kaltaiset pinnoitteet toimivat täyttämällä kerrosten väliset aukot sileän ja läpinäkyvän osan aikaansaamiseksi. Taulman3D loi tästä efektistä erinomaisen havainnollistuksen, josta voit lukea lisää heidän T-glase-optiikka-sivultaan.

Jokainen 3D-tulostuksen resoluution neljästä osatekijästä vaikuttaa lopulliseen tulostuslaatuun. Jos haluat saada paremman ymmärryksen resoluutiosta 3D-tulostuksessa erityisesti SLA:n osalta, tutustu Formlabsin kirjoitukseen What Does Resolution Mean in 3D Printing?
![]()