Opløsning er en af de vigtigste faktorer at tage hensyn til, når du overvejer forskellige 3D-printere, og den rækker ud over den mindste laghøjdeværdi, som mange kender. Faktisk har den minimale laghøjde en tendens til at være en dårlig repræsentation af en 3D-printeres kvalitet.
I denne vejledning lærer du om hver af de forskellige komponenter, der er forbundet med en 3D-printeres opløsning. Vi gennemgår Z-opløsning, mindste funktionsstørrelse, X/Y-opløsning og lagovalitet for at få et komplet billede af opløsningen i 3D-printning.
Z-opløsning
Den bedst kendte værdi, der er forbundet med en 3D-printeres opløsning, er den mindste Z-laghøjde. 3D-printere konstruerer objekter lag for lag, og denne værdi beskriver tykkelsen af et af disse lag. For de fleste FDM-maskiner er den mindste praktiske laghøjde 0,1 mm eller 100 mikron og for SLA-maskiner 0,025 mm eller 25 mikron.
Mange FDM-producenter angiver mindste Z-laghøjde helt ned til 10 mikron. Selv om dette er teknisk muligt, er det upraktisk at udskrive lag så tynde som 10 mikron på FDM-maskiner. De fleste stepmotorer er i stand til at flytte denne platform med så lidt som 10 mikron, men FDM-extrudere kan ikke styre strømmen af filament tilstrækkeligt præcist til at producere rene resultater. Derfor ender udskrifter på 10 mikroner på FDM-maskiner ofte med at se værre ud end udskrifter på 100 mikroner, selv om de enkelte lag måske er finere.
Hvornår skal man bruge tyndere lag
I mange tilfælde har brugen af tyndere lag få eller ingen fordele og tjener kun til at forlænge printtiden. Tyndere lag er mest nyttige til at forbedre overfladefinishet på dele, der har diagonale eller buede overflader. Formlabs har en god illustration af dette koncept nedenfor.

Minimum Feature Size
For FDM-maskiner er den minimale feature-størrelse en funktion af diameteren på printdysen. Den mest almindelige dysediameter er 0,4 mm, og ergo er den mindste funktion, der kan udskrives, 0,4 mm. Mange printere tillader, at deres dyser kan udskiftes, og der kan købes opgraderinger fra tredjepart med en diameter så smal som 0,15 mm. Dette koncept gælder for funktioner, der står i sig selv, f.eks. tårne og pigge, og det gælder ikke for komponenter som f.eks. tekst, der er præget på siden af et objekt. Vi går mere i dybden med prægede funktioner i afsnittet “X/Y-opløsning”.
Det er vigtigt at huske på, at mindre funktioner lettere bliver deformeret af varme ved FDM-printning. Høje og tynde tårne fejler ofte, fordi varmen fra den smeltede plast og dysen får strukturerne til at blive bløde.

I SLA-printere er den minimale opløsning af funktioner en funktion af laserens spotstørrelse. Da SLA-printning ikke involverer de samme termiske belastninger som FDM, er høje tynde tårne mere levedygtige, og små funktioner er let opløselige.
X/Y-opløsning
X/Y-opløsning nedbryder din printer til dens nøgne hardware og bestemmes af den minimale rotation af din stepmotor og maskinens mekanik. Lithofaner er nyttige objekter til at forklare X/Y-opløsning.
En lithofan er et billede, der er blevet ekstruderet i tre dimensioner, således at de mørke komponenter i billedet er tykkere end de lyse komponenter. Når et lys skinner igennem, vil de tykkere dele af modellen fremstå mørkere, og det oprindelige billede kommer til syne. Lær de 3 trin til at skabe dine egne litofaner her!
Litofaner udskrives lodret i stedet for fladt på platformen, fordi opløsningen i X- og Y-aksen ofte er bedre end opløsningen i Z-aksen. Nedenfor er et eksempel på et tværsnit af en lithofane. X/Y-opløsningen beskriver den mindst mulige afvigelse af din dyse eller laserplet og falder ofte på en skala på 16 mikron, selv om dette kan variere fra maskine til maskine.

I FDM-printere er der andre faktorer, der skal tages i betragtning, når man overvejer X- og Y-opløsning. FDM-printere, der anvender en direkte drevet ekstruderingsopsætning, bærer vægt over dysen, hvilket kan resultere i overdreven inerti ved høje hastigheder. Dette fører til en effekt kaldet banding, hvor vertikale afvigelser bliver synlige i en model, og X/Y-opløsningen mindskes. CoreXY-opsætninger reducerer denne effekt gennem en smart kinematik, der gør X- og Y-aksen uafhængig af en enkelt motor.
Layer Ovality
Layer ovality er en af de mere subtile parametre, der skal tages i betragtning, når man overvejer 3D-printerens opløsning. Når lag deponeres ved FDM-printning, får de ydre grænser en oval form, hvilket bidrager til en grovere overfladefinish og dårlig gennemsigtighed.
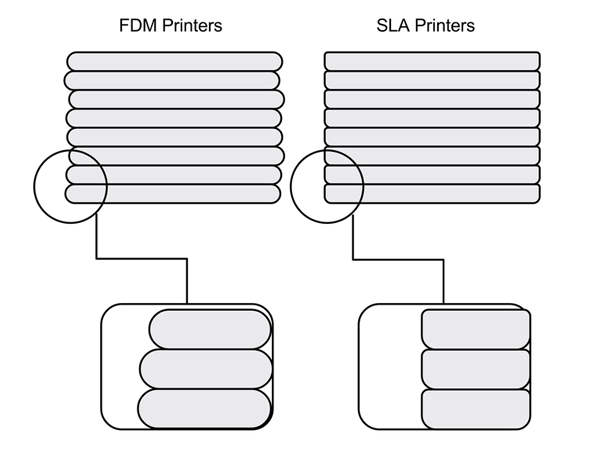
Lag, der oprettes ved hjælp af SLA-printere, har i sagens natur mindre ovalitet end dem, der oprettes via FDM. Laserbaseret stereolitografi skaber lag, der er mere rektangulære, og dette giver mulighed for en glattere overfladefinish og overlegen gennemsigtighed.
Slibning af dele er en fantastisk måde at mindske ovaliteten af de udvendige lag og forbedre overfladefinishet. Belægninger som XTC-3D fungerer ved at udfylde hullerne mellem lagene for at producere en glat og gennemsigtig del. Taulman3D har lavet en fremragende illustration af denne effekt, som du kan få mere at vide om på deres side om T-glaseoptik.

Hver af de 4 komponenter af opløsning i 3D-udskrivning vil påvirke din endelige udskriftskvalitet. For at få en større forståelse af opløsning i 3D-printing, især med hensyn til SLA, kan du læse Formlabs’ indlæg What Does Resolution Mean in 3D Printing?
![]()