Die Auflösung ist einer der wichtigsten Faktoren, die bei der Auswahl verschiedener 3D-Drucker zu berücksichtigen sind, und geht über den Wert der Mindestschichthöhe hinaus, mit dem viele Menschen vertraut sind. Tatsächlich ist die Mindestschichthöhe in der Regel ein schlechter Indikator für die Qualität eines 3D-Druckers.
In diesem Leitfaden erfahren Sie mehr über die verschiedenen Komponenten, die mit der Auflösung eines 3D-Druckers verbunden sind. Wir gehen auf die Z-Auflösung, die minimale Feature-Größe, die X/Y-Auflösung und die Schicht-Ovalität ein, um ein vollständiges Bild der Auflösung im 3D-Druck zu erhalten.
Z-Auflösung
Der bekannteste Wert im Zusammenhang mit der Auflösung eines 3D-Druckers ist die minimale Z-Schichthöhe. 3D-Drucker bauen Objekte Schicht für Schicht auf, und dieser Wert beschreibt die Dicke einer dieser Schichten. Für die meisten FDM-Maschinen beträgt die kleinste praktische Schichthöhe 0,1 mm oder 100 Mikrometer und für SLA-Maschinen 0,025 mm oder 25 Mikrometer.
Viele FDM-Hersteller geben minimale Z-Schichthöhen von nur 10 Mikrometer an. Obwohl dies technisch möglich ist, ist das Drucken von Schichten mit einer Dicke von 10 Mikrometern auf FDM-Maschinen unpraktisch. Die meisten Schrittmotoren sind in der Lage, die Plattform um nur 10 Mikrometer zu bewegen, aber FDM-Extruder können den Filamentfluss nicht präzise genug steuern, um saubere Ergebnisse zu erzielen. Aus diesem Grund sehen 10-Mikrometer-Drucke auf FDM-Maschinen oft schlechter aus als 100-Mikrometer-Drucke, auch wenn die einzelnen Schichten feiner sein mögen.
Wann sollte man dünnere Schichten verwenden
In vielen Fällen hat die Verwendung dünnerer Schichten nur wenige bis gar keine Vorteile und verlängert nur die Druckzeit. Dünnere Schichten sind am nützlichsten, um die Oberflächengüte von Teilen mit schrägen oder gekrümmten Oberflächen zu verbessern. Formlabs hat eine großartige Illustration dieses Konzepts unten.

Minimum Feature Size
Für FDM-Maschinen ist die minimale Featuregröße eine Funktion des Durchmessers der Druckdüse. Der gebräuchlichste Düsendurchmesser ist 0,4 mm, d. h., das kleinste Feature, das gedruckt werden kann, ist 0,4 mm. Bei vielen Druckern können die Düsen ausgetauscht werden, und es gibt Nachrüstungen von Drittanbietern mit Durchmessern von bis zu 0,15 mm. Dieses Konzept gilt für eigenständige Merkmale wie Türme und Stacheln und nicht für Komponenten wie Text, der in die Seite eines Objekts eingeprägt wird. Wir werden im Abschnitt „X/Y-Auflösung“ näher auf geprägte Features eingehen.
Es ist wichtig zu bedenken, dass kleinere Features beim FDM-Druck leichter durch Hitze verformt werden. Hohe und dünne Türme scheitern oft, weil die Hitze des geschmolzenen Kunststoffs und der Düse die Strukturen aufweicht.

Bei SLA-Druckern hängt die Mindestauflösung von der Spotgröße des Lasers ab. Da beim SLA-Druck nicht die gleichen thermischen Belastungen auftreten wie beim FDM-Druck, sind hohe, dünne Türme praktikabler, und kleine Merkmale lassen sich leichter auflösen.
X/Y-Auflösung
Die X/Y-Auflösung reduziert den Drucker auf seine reine Hardware und wird durch die Mindestdrehzahl des Schrittmotors und die Mechanik der Maschine bestimmt. Lithophane sind nützliche Objekte, um die X/Y-Auflösung zu erklären.
Ein Lithophan ist ein Bild, das dreidimensional extrudiert wurde, so dass die dunklen Komponenten des Bildes dicker sind als die hellen Komponenten. Wenn ein Licht hindurchscheint, erscheinen die dickeren Teile des Modells dunkler und das Originalbild erscheint. Lernen Sie hier die 3 Schritte zur Erstellung Ihrer eigenen Lithophanien kennen!
Lithophanien werden vertikal und nicht flach auf der Plattform gedruckt, weil die Auflösung in der X- und Y-Achse oft besser ist als die Auflösung in der Z-Achse. Unten sehen Sie ein Beispiel für den Querschnitt eines Lithophans. Die X/Y-Auflösung beschreibt die kleinstmögliche Abweichung Ihrer Düse oder Ihres Laserspots und liegt oft in der Größenordnung von 16 Mikrometern, obwohl dies von Maschine zu Maschine variieren kann.

Bei FDM-Druckern sind bei der Betrachtung der X- und Y-Auflösung weitere Faktoren zu berücksichtigen. Bei FDM-Druckern mit Direktantrieb liegt das Gewicht über der Düse, was bei hohen Geschwindigkeiten zu einer übermäßigen Trägheit führen kann. Dies führt zu einem als Banding bezeichneten Effekt, bei dem vertikale Abweichungen in einem Modell sichtbar werden und die X/Y-Auflösung verringert wird. CoreXY-Setups reduzieren diesen Effekt durch eine ausgeklügelte Kinematik, die die X- und Y-Achse unabhängig von einem einzelnen Motor macht.
Schicht-Ovalität
Die Schicht-Ovalität ist einer der subtileren Parameter, die bei der Betrachtung der Auflösung von 3D-Druckern berücksichtigt werden müssen. Wenn beim FDM-Druck Schichten aufgebracht werden, nehmen die äußeren Begrenzungen eine ovale Form an, was zu einer raueren Oberfläche und schlechter Transparenz beiträgt.
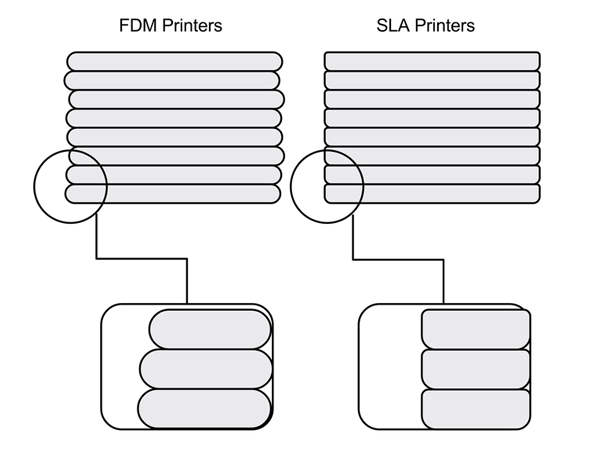
Schichten, die mit SLA-Druckern hergestellt werden, haben von Natur aus eine geringere Ovalität als solche, die mit FDM hergestellt werden. Die laserbasierte Stereolithografie erzeugt Schichten, die rechtwinkliger sind, was eine glattere Oberfläche und bessere Transparenz ermöglicht.
Das Schleifen von Teilen ist eine gute Möglichkeit, die Ovalität der Außenschichten zu verringern und die Oberflächengüte zu verbessern. Beschichtungen wie XTC-3D füllen die Lücken zwischen den Schichten, um ein glattes und transparentes Teil zu erzeugen. Taulman3D hat eine hervorragende Illustration dieses Effekts erstellt, über die Sie auf ihrer Seite zur T-Glas-Optik mehr erfahren können.

Jede der 4 Komponenten der Auflösung beim 3D-Druck hat Auswirkungen auf die endgültige Druckqualität. Für ein besseres Verständnis der Auflösung im 3D-Druck, insbesondere in Bezug auf SLA, lesen Sie den Beitrag von Formlabs: Was bedeutet Auflösung im 3D-Druck?
![]()