La resolución es uno de los factores más importantes a tener en cuenta cuando se consideran diferentes impresoras 3D y se extiende más allá del valor de la altura mínima de la capa que mucha gente conoce. De hecho, la altura mínima de la capa tiende a ser una mala representación de la calidad de una impresora 3D.
En esta guía, usted aprenderá acerca de cada uno de los diferentes componentes asociados con la resolución de una impresora 3D. Repasaremos la resolución Z, el tamaño mínimo de las características, la resolución X/Y y la ovalidad de las capas, para obtener una imagen completa de la resolución en la impresión 3D.
Resolución Z
El valor más conocido asociado a la resolución de una impresora 3D es la altura mínima de la capa Z. Las impresoras 3D construyen los objetos capa por capa, y este valor describe el grosor de una de estas capas. Para la mayoría de las máquinas FDM, la menor altura de capa práctica es de 0,1 mm o 100 micras y para las máquinas SLA, de 0,025 mm o 25 micras.
Muchos fabricantes de FDM indican alturas de capa Z mínimas de hasta 10 micras. Aunque esto es técnicamente posible, la impresión de capas tan finas como 10 micras en las máquinas FDM es poco práctica. La mayoría de los motores paso a paso son capaces de mover la plataforma en tan sólo 10 micras, pero los extrusores FDM no pueden controlar el flujo de filamento con la suficiente precisión para producir resultados limpios. Por esta razón, las impresiones de 10 micras en las máquinas FDM a menudo acaban teniendo peor aspecto que las impresiones de 100 micras, aunque las capas individuales sean más finas.
Cuándo utilizar capas más finas
En muchos casos, utilizar capas más finas tiene pocas o ninguna ventaja y sólo sirve para aumentar el tiempo de impresión. Las capas más finas son más útiles para mejorar el acabado superficial de las piezas que tienen superficies diagonales o curvas. Formlabs tiene una gran ilustración de este concepto a continuación.

Tamaño mínimo de la característica
Para las máquinas FDM, el tamaño mínimo de la característica es una función del diámetro de la boquilla de impresión. El diámetro más común de la boquilla es de 0,4 mm y ergo, la característica más pequeña que se puede imprimir es de 0,4 mm. Muchas impresoras permiten intercambiar sus boquillas y se pueden comprar actualizaciones de terceros con diámetros tan estrechos como 0,15 mm. Este concepto se aplica a las características que se mantienen por sí solas, como las torres y los picos, y no es aplicable a los componentes como el texto en relieve en el lado de un objeto. Profundizaremos en las características en relieve en la sección ‘Resolución X/Y’.
Es importante tener en cuenta que las características más pequeñas se deforman más fácilmente por el calor en la impresión FDM. Las torres altas y delgadas suelen fallar porque el calor del plástico fundido y la boquilla hacen que las estructuras se ablanden.

En las impresoras SLA, la resolución mínima de las características es una función del tamaño del punto del láser. Debido a que la impresión SLA no implica las mismas tensiones térmicas que la FDM, las torres altas y delgadas son más viables y las características pequeñas se resuelven fácilmente.
Resolución X/Y
La resolución X/Y descompone su impresora en su hardware desnudo y está determinada por la rotación mínima de su motor paso a paso y la mecánica de la máquina. Los litofanes son objetos útiles para explicar la resolución X/Y.
Un litofán es una imagen que ha sido extruida en tres dimensiones de manera que los componentes oscuros de la imagen son más gruesos que los componentes claros. Cuando se hace pasar una luz, las partes más gruesas del modelo aparecerán más oscuras y la imagen original. Aprenda los 3 pasos para crear sus propios litófanos aquí!
Los litófanos se imprimen verticalmente en lugar de planos en la plataforma porque la resolución en los ejes X e Y es a menudo mejor que la resolución en el eje Z. A continuación se muestra un ejemplo de la sección transversal de un litofán. La resolución X/Y describe la mínima desviación posible de su boquilla o punto láser y a menudo cae en la escala de 16 micras aunque esto puede variar según la máquina.

En las impresoras FDM, hay otros factores a tener en cuenta al considerar la resolución X e Y. Las impresoras FDM que utilizan una configuración de extrusión de accionamiento directo llevan un peso por encima de la boquilla que puede traducirse en una inercia excesiva a altas velocidades. Esto conduce a un efecto llamado banding donde las desviaciones verticales se hacen visibles en un modelo y la resolución X/Y disminuye. Las configuraciones CoreXY reducen este efecto a través de una cinemática inteligente que hace que los ejes X e Y sean independientes de cualquier motor.
Ovalidad de la capa
La ovalidad de la capa es uno de los parámetros más sutiles a tener en cuenta cuando se considera la resolución de la impresora 3D. Cuando las capas se depositan en la impresión FDM, los límites exteriores adquieren una forma ovalada que contribuye a un acabado superficial más áspero y a una escasa transparencia.
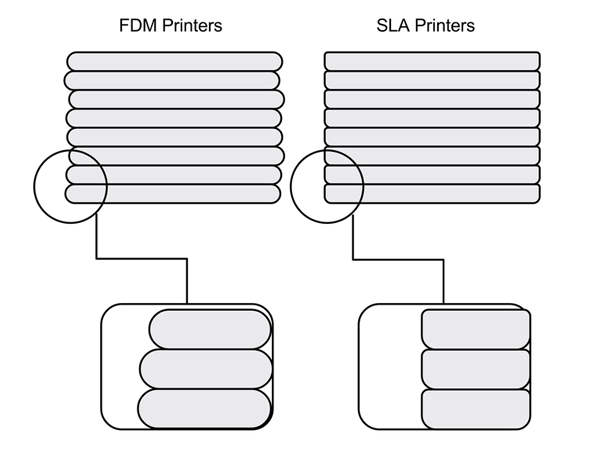
Las capas creadas por las impresoras SLA tienen intrínsecamente menos ovalidad que las creadas mediante FDM. La estereolitografía basada en láser crea capas que son más rectangulares y esto permite un acabado de superficie más suave y una transparencia superior.
Lijar las piezas es una gran manera de disminuir la ovalidad de las capas exteriores y mejorar el acabado de la superficie. Los recubrimientos como el XTC-3D funcionan rellenando los huecos entre capas para producir una pieza lisa y transparente. Taulman3D creó una excelente ilustración de este efecto sobre la que puede obtener más información en su página de óptica T-glase.

Cada uno de los 4 componentes de la resolución en la impresión 3D tendrá un impacto en su calidad de impresión final. Para obtener una mayor comprensión de la resolución en la impresión 3D, especialmente en lo que respecta a SLA, consulte el post de Formlabs ¿Qué significa la resolución en la impresión 3D?
![]()