
Pendant longtemps, j’ai eu une petite et étrange collection d’outils de sculpture pour sculpter des rouleaux de basse, et je l’ai récemment augmentée avec l’achat d’un bel ensemble Marples usagé sur eBay. Les outils sont assez vieux et étaient dans un état inutilisable quand je les ai reçus. Les centres des bords tranchants de tous les outils étaient soit usés jusqu’à la corde, soit ébréchés, mais les biseaux des outils avaient encore les rayures de gros grain de l’époque où les outils avaient été rectifiés à l’usine. Il était évident que le propriétaire de ces outils ne les avait jamais affûtés et les utilisait tels qu’ils étaient sortis de la boîte jusqu’à ce qu’ils ne soient plus utilisables. Toute la collection d’outils avait donc besoin d’un traitement complet d’affûtage, depuis l’établissement des bords de coupe, en passant par l’affûtage de ces bords, jusqu’au polissage pour un fonctionnement en douceur. J’ai saisi l’occasion de prendre quelques photos pendant ce travail et d’écrire quelques notes également. Cette page est le résultat de cet effort de documentation.
Un mot sur la terminologie. Il est clair que le processus d’obtention de la forme utile d’un outil de sculpture représente un continuum et les termes d’affûtage, de rodage et de polissage décrivent certaines zones de ce continuum. Dans cette page, j’utilise le terme affûtage pour couvrir les opérations qui établissent le tranchant d’un outil, mais qui ne le laissent probablement pas assez tranchant pour être utilisé. Tel qu’il est utilisé ici, le terme honing signifie obtenir le bord établi suffisamment tranchant pour une utilisation réelle, et polishing signifie affiner davantage le bord jusqu’à ce qu’il soitbetter et plus lisse.
J’essaie de documenter l’ensemble du processus de mise en forme des outils de sculpture pour les utiliser, peu importe leur forme d’origine. Pour la plupart, les outils qui sont régulièrement utilisés auront juste besoin d’être affûtés et polis, mais les outils neufs ou endommagés, ou les outils que vous avez achetés d’occasion peuvent avoir besoin du traitement complet.
Nettoyage
Les outils tout neufs et les outils que vous avez utilisés n’auront probablement pas besoin d’être nettoyés avant l’affûtage. Certains outils flambant neufs auront leurs lames recouvertes de laque et cela devrait être enlevé en trempant les lames dans du diluant pour laque ou en utilisant du décapant.Les outils qui sont rouillés devraient avoir la rouille enlevée des lames avant l’affûtage. Vous pouvez le faire à l’aide d’un dérouillant chimique ou d’une brosse métallique. Remarque à l’intention des personnes qui achètent des outils usagés : bien que la rouille superficielle puisse être éliminée sans problème, il est préférable de ne pas acheter d’outils présentant des piqûres de rouille. Les outils de sculpture sont plus faciles à utiliser lorsque les lames et lisses, et les piqûres de rouille ne font pas un outil de travail lisse.
Affûtage
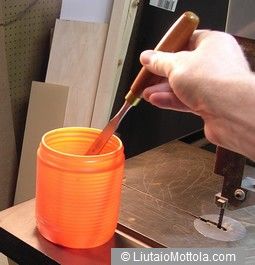
La première chose à faire avec les outils de sculpture qui ont des bords usés ou ébréchés est de redresser les bords. Ce n’est pas une opération qui doit être faite trop souvent, mais si un morceau a été enlevé d’un bord, alors le bord devra être redressé avant toute autre opération d’affûtage. Comme beaucoup de luthiers, j’ai une ponceuse à bande horizontale, et la mienne est équipée d’une petite ponceuse à disque. La ponceuse à disque avec un disque de 150 grains fonctionne très bien pour redresser les bords des gouges.

Le petit bloc de bois sur la table maintient l’outil d’équerre par rapport au disque.Si vous n’avez pas de ponceuse à disque, alors le bord peut être redressé en le faisant simplement glisser d’avant en arrière sur une pierre ou une lime ou un autre abrasif plat. Il convient d’être prudent lors de l’utilisation de ponceuses électriques de ce type pour des opérations d’affûtage. La vitesse élevée du disque signifie qu’il est possible de générer beaucoup de chaleur très rapidement, suffisamment pour enlever la trempe de la lame. Cela serait moins productif dans un outil de sculpture, donc chaque fois que j’utilise des outils de ponçage électrique dans ce but, je garde un bidon d’eau à portée de main. La lame est constamment plongée dans l’eau pendant l’opération. En général, je trouve que l’outil ne doit pas être en contact avec le disque plus d’une seconde avant d’être plongé dans l’eau. Si vous voyez le métal commencer à prendre des couleurs, c’est qu’il a déjà trop chauffé.
Après avoir redressé le bord, on peut établir un bord grossièrement tranchant sur l’outil. J’utilise la ponceuse à bande horizontale pour cette opération également. Une bande d’oxyde d’aluminium de 320 gr fonctionne parfaitement. N’essayez pas de faire cela avec une bande de couture à recouvrement – elle n’est pas assez lisse. Gardez le bidon d’eau à portée de main et plongez le bord dans l’eau toutes les secondes environ. Les outils de sculpture à bords droits, comme les ciseaux et les outils de séparation, sont affûtés juste au-dessus du plateau, avec le bord perpendiculaire à la direction de la bande:

Avec la bande à 320 grains, la progression est suffisamment lente pour que vous puissiez à la fois éviter de brûler le bord et le garder droit. Il n’est pas nécessaire d’essayer de l’affûter à mort ici. Je garde cela pour une opération de rodage à la main plus tard.
Bien qu’il soit possible d’affûter le bord d’une gouge incurvée sur le plateau de la ponceuse à bande, vous pouvez faire un bien meilleur travail si vous positionnez la gouge sur l’espace non soutenu entre l’extrémité du plateau et le rouleau avant.

Pour les outils à bord courbe, le bord est orienté parallèlement à la direction de la bande, comme illustré. J’ai arrêté la courroie pour prendre la photo, mais comme vous pouvez le voir, la courroie se plie autour du bord, ce qui permet un affûtage régulier et uniforme. Cliquez sur l’image pour l’agrandir si la courbure de la bande n’est pas apparente ici. Encore une fois, gardez le tranchant humide pour éviter de brûler la trempe. Vous voulez établir un beau bord propre ici, mais vous pouvez remettre à plus tard le fait de le rendre sérieusement tranchant jusqu’à l’opération de rodage.
Si vous n’avez pas ou ne voulez pas utiliser une ponceuse à bande, ces opérations d’affûtage peuvent certainement être faites à la main sur n’importe quel abrasif plat (pierreetc.) d’environ 320 grains. Voir la section affûtage ci-dessous.
Les ciseaux de sculpture (par opposition aux ciseaux à bord biseauté) sont affûtés des deux côtés sur la ponceuse à bande. Les gouges et les outils de tronçonnage sont affûtés sur un seul côté. L’affûtage se fait à l’extérieur pour les gouges à cannelures. Mais les surfaces intérieures doivent ensuite être aplanies. Je fais cela avec un peu de papier de verre 320 grit roulé autour d’une petite longueur de goujon de diamètre approprié pour les gouges,et un petit bloc de bois pour les outils de séparation.

Je suis paresseux, donc je ne passe pas trop de temps ici, juste quelques coups pour m’assurer qu’il ne reste pas de bord métallique après avoir aiguisé l’autre côté. Essayez de le rendre lisse s’il est rugueux, mais il n’est pas nécessaire de travailler plus que la plus petite partie derrière le bord. Le fait est que vous devrez effectuer cette opération de nombreuses fois pour garder l’outil affûté au fur et à mesure que vous l’utiliserez. Vous pouvez passer le temps à l’avant pour rendre l’arrière mortellement plat, ou vous pouvez simplement compter sur le fait qu’il finira mortellement plat au cours de nombreuses séances d’affûtage.
Honage
Vous n’avez besoin d’affûter que si le bord s’est détraqué d’une manière ou d’une autre. La plupart du temps, lorsque votre outil est un peu émoussé, l’étape de l’affûtage est celle par laquelle vous allez commencer. Comme beaucoup de gens, j’ai fini par comprendre que le meilleur outil pour aiguiser et affûter à la main est un morceau de verre avec du papier de verre collé dessus avec un adhésif en spray. En utilisant un tel outil, vous avez toujours une surface d’affûtage plate et grande sur laquelle travailler. Lorsque le papier de verre est encrassé, vous pouvez rapidement le gratter et coller un nouveau morceau. J’ai utilisé un morceau de verre de 1/2 pouce d’épaisseur, assez long pour coller du papier à grain 400, 600 et 1000 sur un côté.
De nos jours cependant, je ne m’embête même pas avec le verre, au lieu de simplement attacher le papier de verre à l’aile d’extension en fonte de la scie à table avec de longues barres aimantées.Cela fonctionne aussi bien que le verre, mais il n’y a pas de grattage et de collage impliqués.Quand vous voulez affûter quelque chose, aimanter le papier à la scie, affûter, puis jeter le papier.
L’affûtage des ciseaux est assez simple – il suffit de glisser le bord sur le papier, d’un côté, puis de l’autre, jusqu’à ce que vous ayez établi un bord tranchant. Pour les outils à bords droits, le mouvement de traînage se fait perpendiculairement au bord de l’outil.

Après avoir affûté le bord sur le papier à 400 grains, je fais quelques passages sur le papier à 600 grains, puis j’incline un peu l’angle et je fais un passage lisse pour établir un beau double biseau. Puis je répète la même opération sur le papier 1000. A présent, le bord est assez tranchant.
Les gouges demandent un peu plus de travail, car le bord doit être frotté latéralement (mouvement parallèle au bord de coupe) sur le papier de verre, en déplaçant la gouge dans un mouvement de roulement. Le mouvement est commencé avec le côté proche de la gouge vers le bas sur le côté lointain du papier:

et ensuite la gouge est traînée vers vous tout en la roulant vers vous.Le mouvement se termine avec le côté éloigné de la gouge vers le bas sur le côté proche du papier:

J’essaie également d’établir un double biseau sur les gouges, lors du rodage sur le papier à 600 et 1000 grains.
Après le rodage des outils à simple biseau (gouges, outils de séparation, etc.), les surfaces intérieures doivent être redressées à nouveau. J’utilise la même technique que celle décrite dans la section sur l’affûtage – de courtes longueurs de cheville enveloppées du grain approprié de papier de verre.
Polissage
Polir le bord le rend encore plus tranchant, en plus de faire glisser l’outil dans le bois plus facilement lors de la sculpture, ce qui vous permet de sculpter avec moins d’effort.Cela vaut vraiment la peine de prendre le temps supplémentaire nécessaire pour faire cette étape, car il sera plus que remboursé lorsque vous utiliserez l’outil. C’est une autre étape où l’utilisation d’outils électriques permet un travail rapide et facile. Une meuleuse d’établi équipée d’une meule en feutre dur chargée d’un composé d’oxyde de chrome vert polira vos outils de sculpture bien aiguisés jusqu’au tranchant sécaire. L’extérieur du bord est poli en utilisant la face ou le côté de la roue:

Et la surface intérieure de toutes les gouges de balayage, sauf les plus serrées, peut être polie sur le bord de la roue :

Si vous n’avez pas de meuleuse avec une roue en feutre, vous pouvez faire un excellent travail de polissage à la main avec un morceau de cuir brut collé sur une surface plane. Chargez le cuir avec le même composé d’oxyde de chrome vert et frottez vigoureusement la surface de la gouge d’avant en arrière sur le cuir. Bien que ce soit plus lent, vous pouvez même renoncer au cuir et simplement faire cela avec un morceau de bois ou de carton plat et le composé vert.
Une fois poli, l’outil est prêt à être utilisé.
 .
.