A felbontás az egyik legfontosabb tényező, amelyet figyelembe kell venni a különböző 3D nyomtatók mérlegelésekor, és túlmutat a sokak által ismert minimális rétegmagassági értéken. Valójában a minimális rétegmagasság általában rosszul tükrözi egy 3D nyomtató minőségét.
Ebben az útmutatóban megismerheti a 3D nyomtató felbontásához kapcsolódó különböző összetevők mindegyikét. Áttekintjük a Z felbontást, a minimális jellemzőméretet, az X/Y felbontást és a rétegovalitást, hogy teljes képet kapjunk a 3D nyomtatás felbontásáról.
Z felbontás
A 3D nyomtató felbontásával kapcsolatos legismertebb érték a minimális Z rétegmagasság. A 3D nyomtatók rétegenként építik fel a tárgyakat, és ez az érték az egyik ilyen réteg vastagságát írja le. A legtöbb FDM-gép esetében a legkisebb gyakorlati rétegmagasság 0,1 mm vagy 100 mikron, az SLA-gépek esetében pedig 0,025 mm vagy 25 mikron.
Néhány FDM-gyártó akár 10 mikron minimális Z rétegmagasságot is megad. Bár ez technikailag lehetséges, a 10 mikronos rétegek nyomtatása az FDM-gépeken nem kivitelezhető. A legtöbb léptetőmotor képes arra, hogy ezt a platformot akár 10 mikronnal is elmozdítsa, de az FDM extruderek nem tudják elég pontosan szabályozni a filament áramlását ahhoz, hogy tiszta eredményt érjenek el. Emiatt a 10 mikronos nyomatok az FDM-gépeken gyakran rosszabbul néznek ki, mint a 100 mikronos nyomatok, még akkor is, ha az egyes rétegek finomabbak lehetnek.
Mikor használjunk vékonyabb rétegeket
Sok esetben a vékonyabb rétegek használata kevés vagy semmilyen előnnyel nem jár, és csak a nyomtatási idő növelését szolgálja. A vékonyabb rétegek leginkább az átlós vagy ívelt felületű alkatrészek felületének javításához hasznosak. A Formlabs az alábbiakban remekül szemlélteti ezt a koncepciót.

Minimális jellemzőméret
FDM gépek esetében a minimális jellemzőméret a nyomtatófúvóka átmérőjének függvénye. A leggyakoribb fúvókaátmérő 0,4 mm, ergo a legkisebb nyomtatható feature 0,4 mm. Sok nyomtató lehetővé teszi a fúvókák cseréjét, és a harmadik féltől származó fejlesztések akár 0,15 mm-es átmérővel is megvásárolhatók. Ez a koncepció azokra a jellemzőkre vonatkozik, amelyek önmagukban állnak, mint például a tornyok és a tüskék, és nem alkalmazható olyan összetevőkre, mint a tárgy oldalára dombornyomott szöveg. Az “X/Y felbontás” fejezetben részletesebben foglalkozunk a dombornyomott jellemzőkkel.
Nem szabad elfelejteni, hogy a kisebb méretű jellemzők az FDM-nyomtatás során a hő hatására könnyebben deformálódnak. A magas és vékony tornyok gyakran meghibásodnak, mert az olvadt műanyag és a fúvóka hője miatt a szerkezetek megpuhulnak.

A SLA nyomtatókban a minimális jellemzőfelbontás a lézer foltméretének függvénye. Mivel az SLA nyomtatás nem jár ugyanolyan hőfeszültséggel, mint az FDM, a magas, vékony tornyok életképesebbek, és a kis vonások könnyen feloldhatók.
X/Y felbontás
Az X/Y felbontás a nyomtatót a puszta hardverére bontja, és a léptetőmotor minimális forgása és a gép mechanikája határozza meg. A litofánok hasznos objektumok az X/Y felbontás magyarázatához.
A litofán egy olyan kép, amelyet három dimenzióban extrudáltak úgy, hogy a kép sötét összetevői vastagabbak, mint a világos összetevők. Ha egy fényt átsütünk rajta, a modell vastagabb részei sötétebbnek tűnnek, és megjelenik az eredeti kép. Ismerje meg a saját litofánok készítésének 3 lépését itt!
A litofánokat függőlegesen nyomtatják, nem pedig laposan a platformra, mert az X és Y tengelyen a felbontás gyakran jobb, mint a Z tengelyen. Az alábbiakban egy példa egy litofán keresztmetszetére. Az X/Y felbontás a fúvóka vagy a lézerfolt minimális lehetséges eltérését írja le, és gyakran a 16 mikronos skálára esik, bár ez gépenként változhat.

Az FDM nyomtatóknál más tényezőket is figyelembe kell venni az X és Y felbontás mérlegelésekor. A közvetlen meghajtású extrúziós elrendezést használó FDM-nyomtatók a fúvóka felett súlyt hordoznak, ami nagy sebességnél túlzott tehetetlenséget eredményezhet. Ez a sávosodásnak nevezett hatáshoz vezet, amikor a függőleges eltérések láthatóvá válnak a modellen, és az X/Y felbontás csökken. A CoreXY beállítások csökkentik ezt a hatást az okos kinematika révén, amely az X és Y tengelyt függetleníti az egyes motoroktól.
Réteg ovális jellege
A réteg ovális jellege az egyik olyan finomabb paraméter, amelyet figyelembe kell venni a 3D nyomtató felbontásának mérlegelésekor. Az FDM-nyomtatás során a rétegek lerakásakor a külső határok ovális alakot vesznek fel, ami hozzájárul a durvább felületkezeléshez és a gyenge átlátszósághoz.
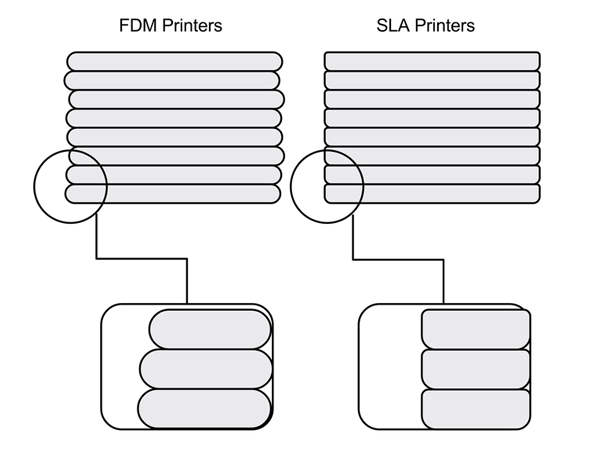
Az SLA nyomtatókkal létrehozott rétegek eleve kevésbé oválisak, mint az FDM-nyomtatással létrehozott rétegek. A lézeralapú sztereolitográfia szögletesebb rétegeket hoz létre, ami simább felületet és jobb átláthatóságot tesz lehetővé.
A külső rétegek oválisabbá tételének csökkentésére és a felületkezelés javítására kiváló módszer az alkatrészek csiszolása. Az olyan bevonatok, mint az XTC-3D úgy működnek, hogy kitöltik a rétegek közötti hézagokat, és így sima és átlátszó alkatrészt hoznak létre. A Taulman3D egy kiváló illusztrációt készített erről a hatásról, amelyről többet megtudhat a T-gláz optika oldalán.

A 3D nyomtatásban a felbontás mind a 4 összetevője hatással van a végső nyomtatási minőségre. Ha jobban meg szeretné érteni a 3D nyomtatásban a felbontást, különösen az SLA tekintetében, olvassa el a Formlabs bejegyzését What Does Resolution Mean in 3D Printing?
![]()
.