La risoluzione è uno dei fattori più importanti da prendere in considerazione quando si considerano diverse stampanti 3D e si estende oltre il valore dell’altezza minima di strato con cui molte persone hanno familiarità. Infatti, l’altezza minima di strato tende ad essere una scarsa rappresentazione della qualità di una stampante 3D.
In questa guida, imparerete a conoscere ciascuno dei diversi componenti associati alla risoluzione di una stampante 3D. Andremo oltre la risoluzione Z, la dimensione minima delle caratteristiche, la risoluzione X/Y e l’ovalizzazione degli strati, per avere un quadro completo della risoluzione nella stampa 3D.
Risoluzione Z
Il valore più noto associato alla risoluzione di una stampante 3D è l’altezza minima dello strato Z. Le stampanti 3D costruiscono oggetti strato per strato, e questo valore descrive lo spessore di uno di questi strati. Per la maggior parte delle macchine FDM, la più piccola altezza pratica dello strato è di 0,1 mm o 100 micron e per le macchine SLA, 0,025 mm o 25 micron.
Molti produttori FDM elencheranno altezze minime dello strato Z fino a 10 micron. Mentre questo è tecnicamente possibile, stampare strati sottili come 10 micron su macchine FDM non è pratico. La maggior parte dei motori passo-passo sono in grado di spostare la piattaforma di appena 10 micron, ma gli estrusori FDM non possono controllare il flusso di filamento con sufficiente precisione per produrre risultati puliti. Per questo motivo, le stampe di 10 micron su macchine FDM spesso finiscono per avere un aspetto peggiore delle stampe di 100 micron, anche se i singoli strati possono essere più fini.
Quando usare strati più sottili
In molti casi, usare strati più sottili ha pochi o nessun vantaggio e serve solo ad aumentare il tempo di stampa. Gli strati più sottili sono più utili per migliorare la finitura superficiale su parti che hanno superfici diagonali o curve. Formlabs ha una grande illustrazione di questo concetto qui sotto.

Minimum Feature Size
Per le macchine FDM, la dimensione minima della feature è una funzione del diametro dell’ugello di stampa. Il diametro dell’ugello più comune è di 0,4 mm ed ergo, la caratteristica più piccola che può essere stampata è di 0,4 mm. Molte stampanti permettono di scambiare i loro ugelli e gli aggiornamenti di terze parti possono essere acquistati con diametri fino a 0,15 mm. Questo concetto si applica a caratteristiche che stanno in piedi da sole come torri e punte e non è applicabile a componenti come il testo impresso sul lato di un oggetto. Approfondiremo le caratteristiche in rilievo nella sezione ‘Risoluzione X/Y’.
È importante tenere a mente che le caratteristiche più piccole sono più facilmente deformabili dal calore nella stampa FDM. Le torri alte e sottili spesso falliscono perché il calore della plastica fusa e l’ugello fanno ammorbidire le strutture.

Nelle stampanti SLA, la risoluzione minima delle caratteristiche è una funzione della dimensione dello spot del laser. Poiché la stampa SLA non comporta le stesse sollecitazioni termiche della FDM, le torri alte e sottili sono più fattibili e le caratteristiche piccole sono facilmente risolvibili.
Risoluzione X/Y
La risoluzione X/Y riduce la tua stampante al suo nudo hardware ed è determinata dalla rotazione minima del tuo motore passo-passo e dalla meccanica della macchina. I litofani sono oggetti utili per spiegare la risoluzione X/Y.
Un litofano è un’immagine che è stata estrusa in tre dimensioni in modo che i componenti scuri dell’immagine siano più spessi di quelli chiari. Quando una luce viene fatta passare attraverso, le porzioni più spesse del modello appariranno più scure e apparirà l’immagine originale. Impara i 3 passi per creare i tuoi litofani qui!
I litofani sono stampati verticalmente piuttosto che in piano sulla piattaforma perché la risoluzione degli assi X e Y è spesso migliore di quella dell’asse Z. Qui sotto c’è un esempio della sezione trasversale di un litofane. La risoluzione X/Y descrive la deviazione minima possibile del vostro ugello o spot laser e spesso cade sulla scala di 16 micron, anche se questo può variare a seconda della macchina.

Nelle stampanti FDM, ci sono altri fattori da prendere in considerazione quando si considera la risoluzione X e Y. Le stampanti FDM che usano una configurazione di estrusione a trazione diretta hanno un peso sopra l’ugello che può tradursi in un’inerzia eccessiva alle alte velocità. Questo porta ad un effetto chiamato banding dove le deviazioni verticali diventano visibili in un modello e la risoluzione X/Y è diminuita. Le configurazioni CoreXY riducono questo effetto attraverso una cinematica intelligente che rende gli assi X e Y indipendenti da qualsiasi motore.
Ovalità del layer
L’ovalizzazione del layer è uno dei parametri più sottili da prendere in considerazione quando si considera la risoluzione della stampante 3D. Quando gli strati vengono depositati nella stampa FDM, i limiti esterni assumono una forma ovale che contribuisce a una finitura superficiale più ruvida e una scarsa trasparenza.
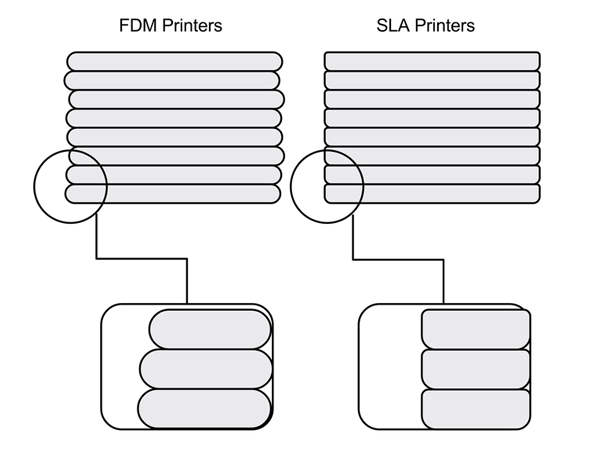
Gli strati creati dalle stampanti SLA hanno intrinsecamente meno ovalizzazione di quelli creati tramite FDM. La stereolitografia basata sul laser crea strati che sono più rettangolari e questo permette una finitura superficiale più liscia e una trasparenza superiore.
Levigare le parti è un ottimo modo per diminuire l’ovalizzazione degli strati esterni e migliorare la finitura superficiale. I rivestimenti come XTC-3D funzionano riempiendo gli spazi vuoti tra gli strati per produrre una parte liscia e trasparente. Taulman3D ha creato un’eccellente illustrazione di questo effetto che potete conoscere meglio sulla loro pagina sulle ottiche T-glase.

Ognuno dei 4 componenti della risoluzione nella stampa 3D avrà un impatto sulla qualità di stampa finale. Per ottenere una maggiore comprensione della risoluzione nella stampa 3D, in particolare per quanto riguarda lo SLA, controlla il post di Formlabs “What Does Resolution Mean in 3D Printing?
![]()