- Introduzione
- Rimozione del supporto
- Rimozione standard del supporto
- Kit di attrezzi
- Rimozione supporto smontabile
- Kit strumenti
- Sabbiatura
- Kit strumenti
- Saldatura a freddo
- Kit di strumenti
- Riempimento del vuoto
- Kit strumenti
- Lucidatura
- Kit strumenti
- Priming & pittura
- Kit di attrezzi
- Lisciatura a vapore
- Kit di attrezzi
- Dipping
- Kit di strumenti
- Rivestimento epossidico
- Kit strumenti
- Placcatura metallica
- Kit di strumenti (per la placcatura domestica)
Introduzione
La stampa 3D FDM è più adatta per prototipi economici prodotti con tempi brevi. Le linee di strato sono generalmente presenti sulle stampe FDM rendendo il post processing un passo importante se è richiesta una superficie liscia. Alcuni metodi di post processing possono anche aggiungere forza alle stampe aiutando a mitigare il comportamento anisotropo delle parti FDM.
Questo articolo discuterà i più comuni metodi di post processing FDM.

Curioso del costo e delle opzioni di materiali disponibili per FDM?
Ottieni un preventivo immediatoVedi tutti i materiali FDM
Rimozione del supporto
La rimozione del supporto è tipicamente la prima fase del post-processing per qualsiasi tecnologia di stampa 3D che richiede un supporto per produrre accuratamente le parti. Il supporto può essere generalmente separato in 2 categorie: standard e dissolvibile. A differenza degli altri metodi di post-elaborazione discussi in questo articolo, la rimozione del supporto è un requisito obbligatorio e non produce una migliore finitura superficiale.
Rimozione standard del supporto
Kit di attrezzi
- Pinze a becco d’ago
- Set di grimaldelli
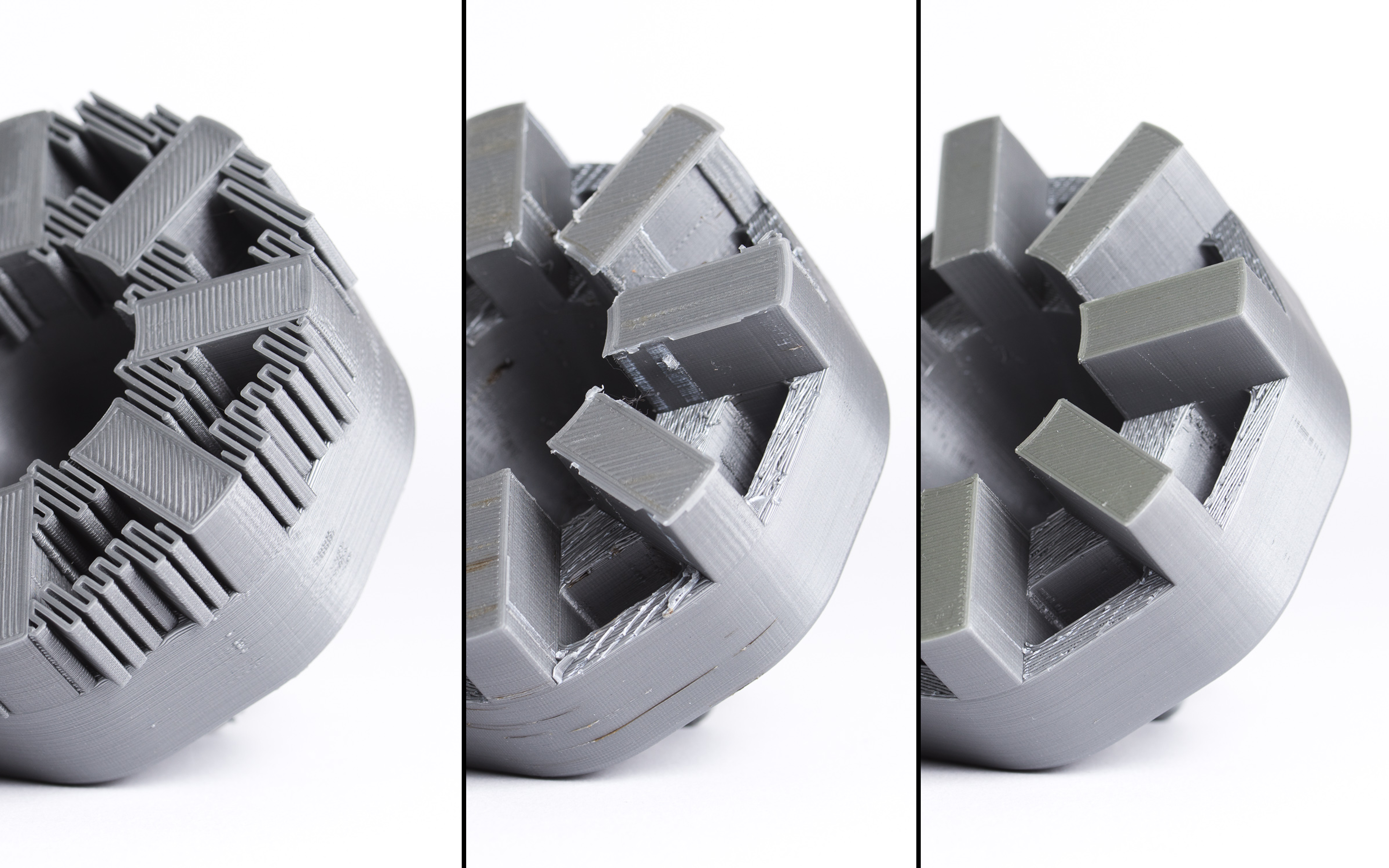
Processo: Il materiale di supporto può essere generalmente rimosso dalla stampa con poco sforzo, e la pulizia del materiale di supporto in luoghi difficili da raggiungere (come fori o cavità) può essere ottenuta con grimaldelli dentali e pinze ad ago. Strutture di supporto ben posizionate, e un corretto orientamento della stampa, possono ridurre notevolmente l’impatto estetico del materiale di supporto sulla stampa finale.
Pros
Cons
| Finitura | ★ ☆ ☆ ☆ ☆ |
| Tolleranze | ★ ★ ☆ ☆ ☆ |
| Velocità | ★ ★ ★ ☆ |
| Adatto per | Tutte le termoplastiche FDM |
Rimozione supporto smontabile
Kit strumenti
- Contenitore sicuro per solventicontenitore sicuro per solventi
- Solvente
- Pulitore ad ultrasuoni (opzionale)
Processo: I materiali di supporto solubili standard vengono rimossi da una stampa ponendo la stampa in un bagno di solvente appropriato fino a quando il materiale di supporto si dissolve. Il supporto è tipicamente stampato in:
- HIPS (solitamente associato all’ABS)
- PVA (solitamente associato al PLA)
- HydroFill
I contenitori di vetro, come un barattolo, sono eccellenti per la dissoluzione con Limonene. Per la dissoluzione in acqua, qualsiasi contenitore non poroso funzionerà. Per le stampe HIPS/ABS, un bagno in un rapporto 1:1 di (R)-(+)-limonene e alcol isopropilico funziona molto bene per una rapida rimozione del supporto. Molti altri materiali di supporto, come il PVA (usato con il PLA) e l’HydroFill (PLA e ABS), si dissolvono semplicemente in acqua normale.
Pro-tip: Accelerare il tempo di dissoluzione del materiale di supporto solubile usando un pulitore ad ultrasuoni, e cambiando la soluzione solvente una volta che è satura di materiale di supporto dissolto. L’uso di un solvente caldo (non bollente) accelererà anche il tempo di dissoluzione se un pulitore a ultrasuoni non è disponibile.
Pros
Cons
| Finitura | ★ ★ ★ ☆ ☆ |
| Tolleranze | ★ ★ ☆ ☆ ☆ |
| Velocità | ★ ★ ★ ☆ |
| Adatto per | Tutti i termoplastici FDM |
Sabbiatura

Kit strumenti
- 150, 220, 400, 600, 1000, e 2000 carta vetrata
- Tessuto
- Spazzolino
- Sapone
- Maschera per il viso
Processo: Dopo che i supporti sono stati rimossi o sciolti, la levigatura può essere fatta per lisciare la parte e rimuovere qualsiasi imperfezione evidente, come macchie o segni di supporto. La grana iniziale della carta vetrata dipende dall’altezza dello strato e dalla qualità della stampa; per altezze di strato di 200 micron e inferiori, o stampe senza imperfezioni, la levigatura può essere iniziata con una grana 150. Se sono presenti imperfezioni evidenti, o l’oggetto è stato stampato con un’altezza di strato di 300 micron o più, iniziare la levigatura con 100 grit.
La levigatura dovrebbe procedere fino a 2000 grit, seguendo le comuni graduazioni di levigatura (un approccio è quello di andare da 220 grit a 400 grit, a 600 grit, a 1000 grit e infine 2000 grit). Si raccomanda di levigare a umido la stampa dall’inizio alla fine, per evitare che l’attrito e l’accumulo di calore danneggino la parte e mantenere la carta vetrata pulita. La stampa dovrebbe essere pulita con uno spazzolino da denti e acqua saponata, poi un panno appiccicoso, anche tra le gradazioni di levigatura per prevenire l’accumulo di polvere e la “crosta”. Le parti FDM possono essere levigate fino a 5000 grit per ottenere una finitura liscia e lucida.
Pro-tip: carteggiare sempre con piccoli movimenti circolari in modo uniforme sulla superficie della parte. Si può essere tentati di carteggiare perpendicolarmente agli strati di stampa, o anche parallelamente agli strati di stampa, ma questo può causare “trincee” per formare la parte. Se la parte scolorisce, o se ci sono molti piccoli graffi dovuti alla levigatura, si può usare una pistola termica per riscaldare delicatamente la stampa e ammorbidire la superficie abbastanza da “rilassare” alcuni dei difetti.
Pros
Cons
| Finitura | ★ ★ ★ ★ ☆ |
| Tolleranze | ★ ★ ★ ☆ ☆ |
| Velocità | ★ ★ ☆ ☆ ☆ |
| Adatto per | Tutti Termoplastica FDM |
Saldatura a freddo
Kit di strumenti
- Acetone
- Applicatore di schiuma
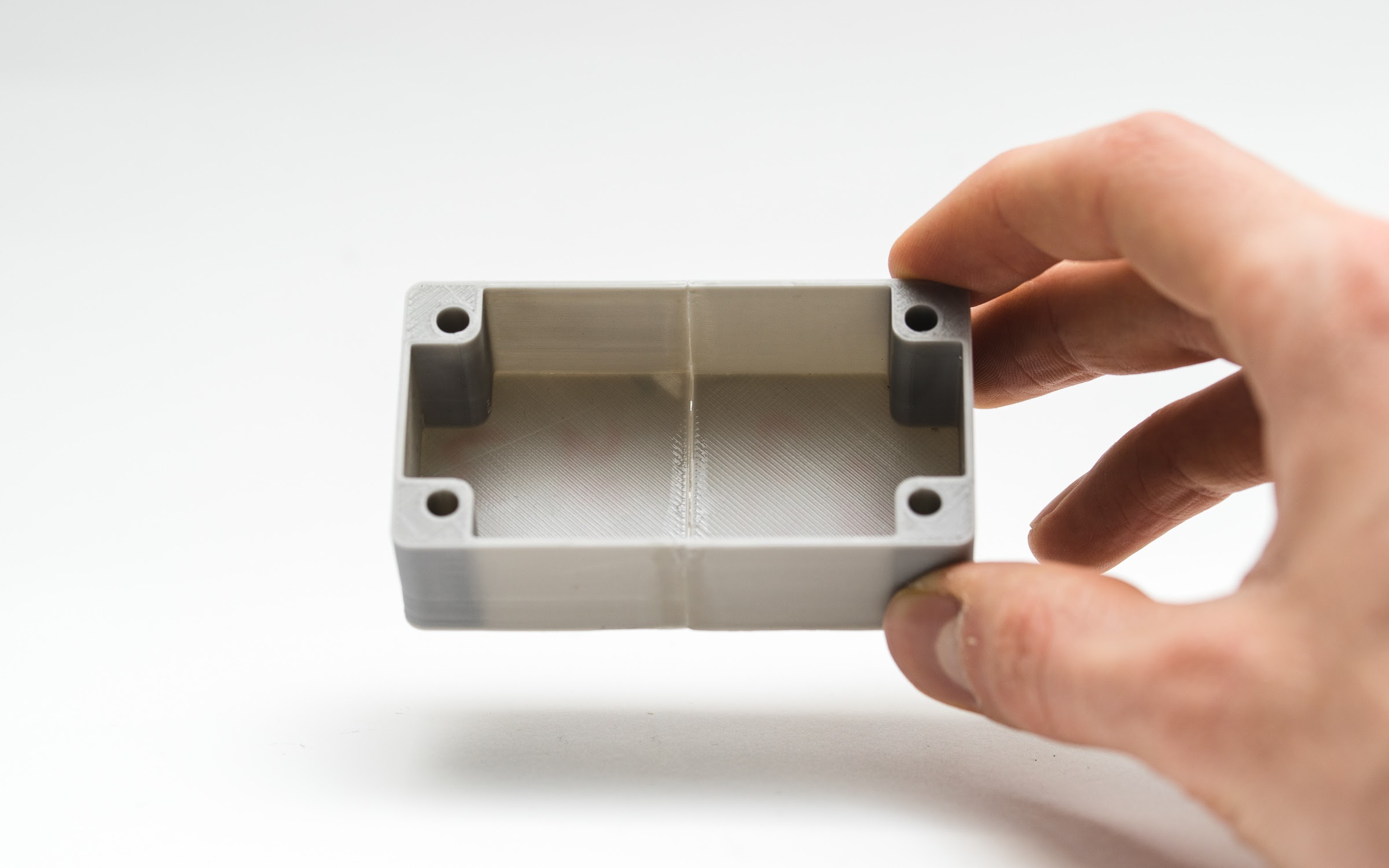
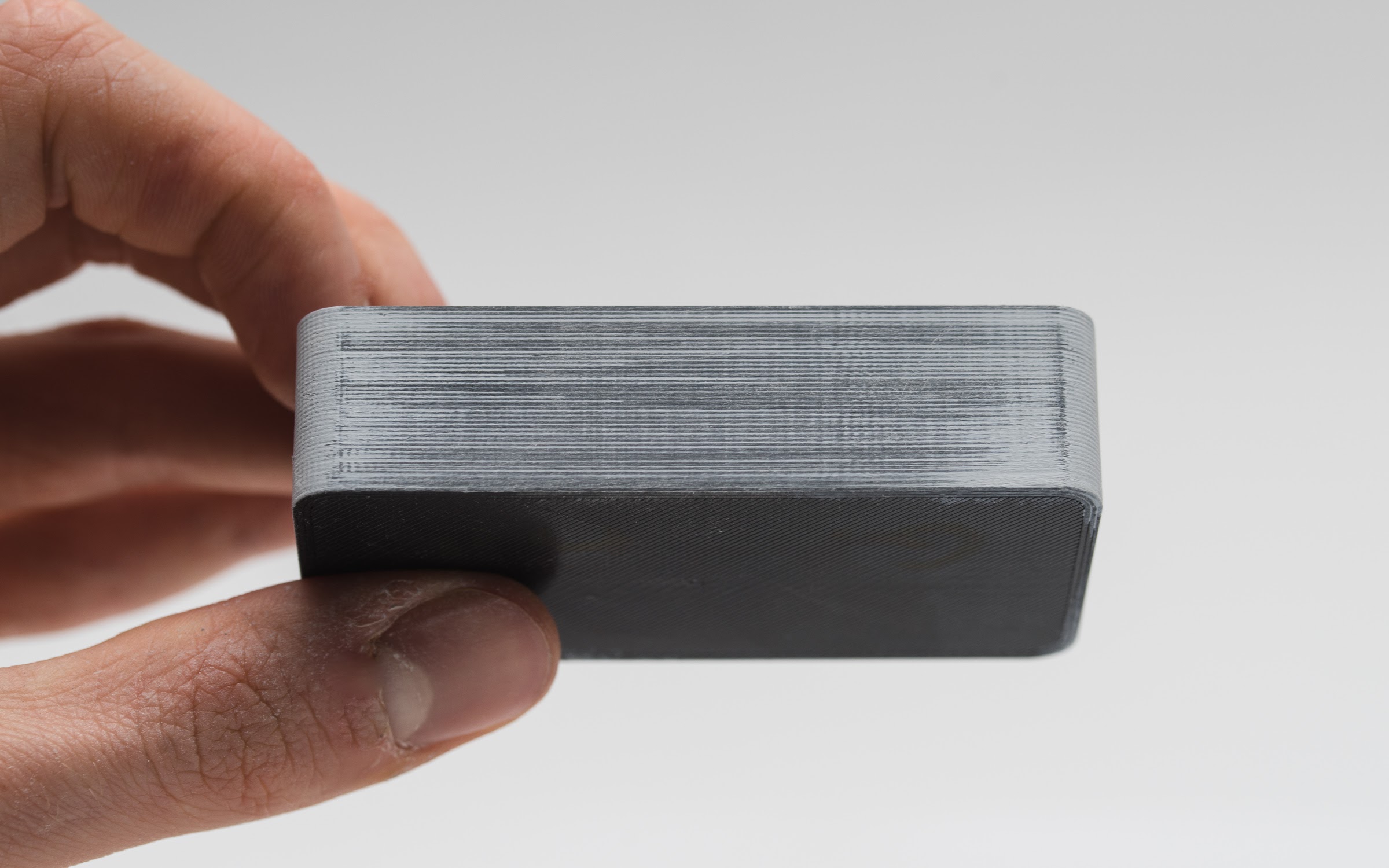
Processo: Quando la dimensione di una stampa supera il volume massimo della stampante, il disegno è spesso suddiviso in sezioni più piccole e assemblato insieme dopo la stampa. Per il PLA e altri materiali, l’assemblaggio può essere fatto usando Bond-O o una colla appropriata (la scelta della colla dipende dalla plastica). Per l’ABS, gli assemblaggi in più parti possono essere “saldati” insieme usando l’acetone. Le superfici di accoppiamento devono essere spazzolate leggermente con acetone, e tenute saldamente insieme, o bloccate se possibile, fino a quando la maggior parte dell’acetone evapora. A questo punto, le due parti sono chimicamente legate l’una all’altra.
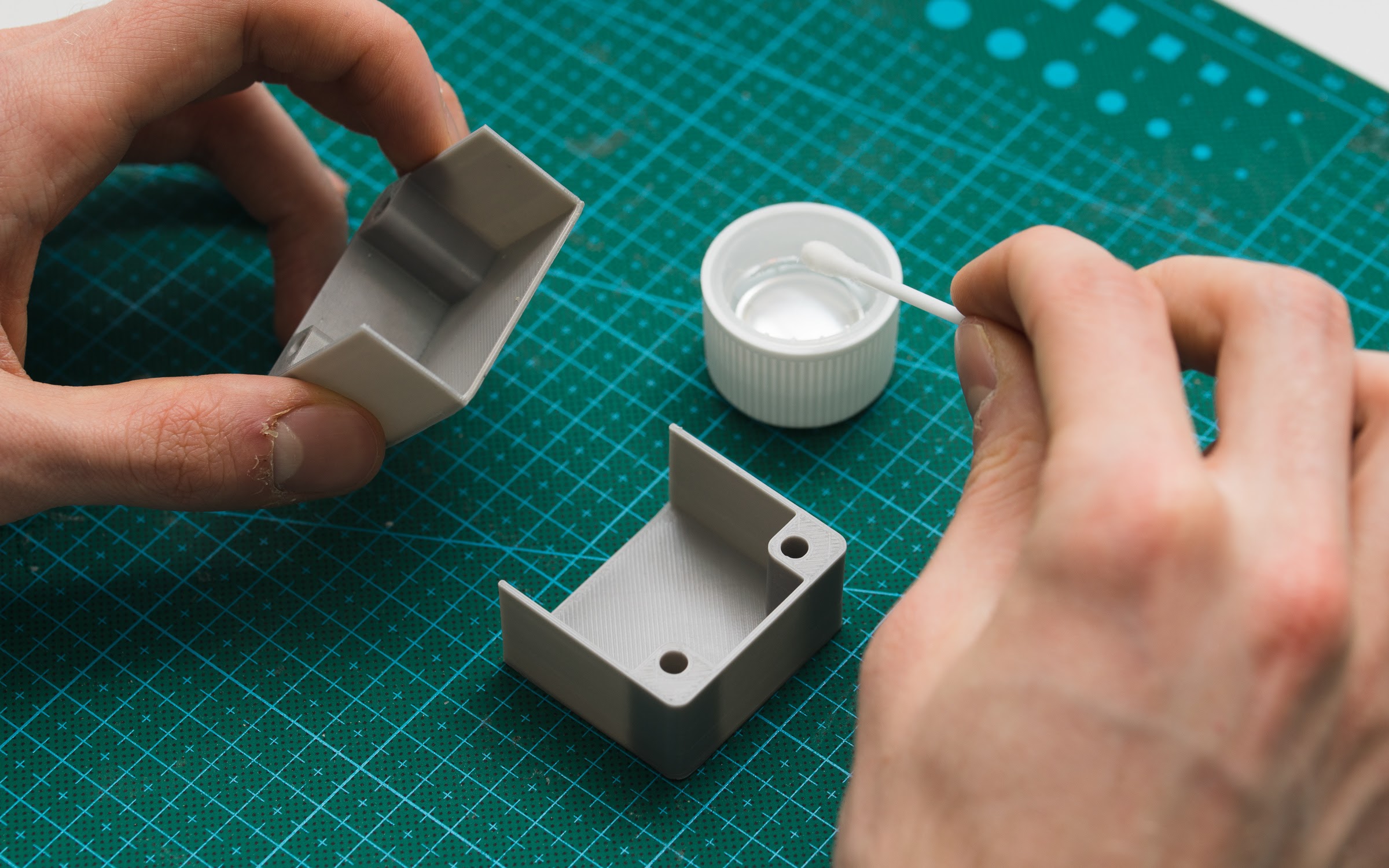
Pro-tip: aumentare la superficie di contatto dell’acetone aumenterà la forza del giunto. Questo può essere fatto incorporando giunti ad incastro nel design.
Pro
Cons
| Finitura | ★ ★ ☆ ☆ ☆ |
| Tolleranze | ★ ★ ☆ ☆ ☆ |
| Velocità | ★ ★ ★ ★ ★ |
| Adatto per | ABS |
Riempimento del vuoto
Kit strumenti
- Resina epossidica (solo per piccoli vuoti)
- Filler per autocostruzione (per grandi vuoti e giunzioni)
- Filamento ABS &acetone (solo per piccoli vuoti e stampe ABS)
.
Processo: Dopo la levigatura di una stampa, o la dissoluzione dei supporti solubili, non è raro che emergano dei vuoti sulla stampa. Durante la stampa, i vuoti si formano quando gli strati sono incompleti a causa dei vincoli del percorso utensile e sono spesso inevitabili. Piccole lacune e vuoti possono essere facilmente riempiti con resina epossidica (come XTC-3D), e potrebbero non richiedere ulteriori lavorazioni. Grandi spazi vuoti, o avvallamenti lasciati dall’unione di un assemblaggio multistampa, possono essere riempiti con successo con uno stucco per carrozzerie che richiederà un’ulteriore levigatura una volta asciutto. Lo stucco per carrozzerie è un eccellente riempitivo e può essere facilmente levigato e verniciato una volta completamente essiccato. È anche molto forte, e non indebolirà la plastica nell’area circostante; al contrario, i pezzi uniti con lo stucco per carrozzeria o i vuoti riempiti tendono ad essere più forti della plastica nativa.
Gli spazi vuoti in una stampa ABS possono anche essere riempiti creando uno slurry di filamento ABS e acetone, che reagisce chimicamente con la stampa ABS e penetra in qualsiasi vuoto nella superficie. Un rapporto di 1 parte di ABS e 2 parti di acetone è raccomandato, e non avrà un impatto significativo sulla finitura della superficie intorno alla lacuna se applicato correttamente.
Pro-tip: Se le lacune sono evidenti nella stampa prima della levigatura, riempire gli spazi con Bond-O o epossidico poi carteggiare una volta asciutto. Questo ridurrà notevolmente il tempo totale richiesto per ottenere una superficie liscia.
Pro
Cons
| Finitura | ★ ★ ☆ ☆ ☆ |
| Tolleranze | ★ ★ ☆ ☆ |
| Velocità | ★ ★ ★ ☆ ☆ |
| Adatto per | Tutti i termoplastici FDM termoplastici |
Lucidatura
Kit strumenti
- Composto per lucidatura plastica
- 2000 carta vetrata di grana 2000
- Panno di supporto
- Spazzolino
- Ruota per pulire o panno in microfibra
Processo: Dopo aver levigato una stampa, si può applicare un lucidante per plastica per dare ai termoplastici standard, come ABS e PLA, una finitura superficiale a specchio. Una volta che la stampa è levigata fino alla grana 2000, pulire la polvere in eccesso dalla stampa con un panno appiccicoso e poi pulire la stampa in un bagno di acqua calda con uno spazzolino da denti. Lasciare asciugare completamente la stampa e lucidare con una ruota di lucidatura o a mano con un panno in microfibra e un composto lucidante per plastica, come il Blue Rouge. Blue Rogue è un tipo di lucidante per gioielli, progettato specificamente per la plastica e i materiali sintetici e produce una lucentezza superficiale duratura. Altri lucidanti per plastica, come quelli per i fari dei veicoli, funzionano altrettanto bene, ma alcuni possono includere sostanze chimiche che possono danneggiare il materiale di stampa.
Prodotto: Attacca una ruota di lucidatura a un Dremel a velocità variabile (o un altro strumento rotativo, come un trapano elettrico) per lucidare piccole stampe. Una smerigliatrice da banco dotata di una ruota di lucidatura può essere usata per stampe più grandi e robuste, ma assicuratevi che la stampa non rimanga in un posto per troppo tempo. Questo può causare la fusione della plastica, a causa della frizione.
Pros
Cons
| Finitura | ★ ★ ★ ★ ★ ★ |
| Tolleranze | ★ ★ ★ ☆ ☆ |
| Velocità | ★ ★ ☆ ☆ ☆ |
| Adatto a | Tutte le termoplastiche FDM |
Priming & pittura

Kit di attrezzi
- Panno di fissaggio
- Spazzolino
- 150, 220, carta vetrata con grana 400 e 600
- Primo aerosol in plastica
- Pittura trasparente
- Bastoncini per tamponare
- Carta per lucidare
- Nastro per mascherare (solo se si usano più colori)
- Guanti in nitrile & maschera adeguata
Processo: Una volta che la stampa è adeguatamente levigata (solo bisogno di andare fino a 600 grit per la verniciatura), la stampa può essere primed. Il primer dovrebbe essere fatto in due mani, usando un primer aerosol. Un primer aerosol progettato per la pittura di modelli fornirà una copertura uniforme e sarà abbastanza sottile da garantire che i dettagli della stampa non vengano oscurati prima che la pittura inizi. Un primer spesso, come quello che può essere acquistato in un negozio di ferramenta, può raggrumarsi e richiedere una levigatura significativa. Spruzzare la prima mano con brevi colpi rapidi, a circa 15-20 cm di distanza dalla parte, per evitare che il primer si accumuli. Lasciare asciugare il primer e levigare tutte le imperfezioni con carta vetrata di grana 600. Applicare l’ultima mano di primer con colpi rapidi e leggeri, sempre facendo molta attenzione a evitare la formazione di pozze. La pittura può essere fatta con colori acrilici per artisti e pennelli, ma l’uso di un aerografo o di una bomboletta spray fornirà una finitura superficiale più liscia. La vernice spray da un negozio di ferramenta ha una viscosità più spessa ed è più difficile da controllare, quindi dovrebbero essere usate vernici progettate specificamente per la pittura di modelli. La superficie innescata dovrebbe essere lucidata e lucidata (i bastoni per lucidare e lucidare usati dai saloni di bellezza possono essere acquistati online e funzionano perfettamente per questa applicazione) e poi pulita con un panno. Dipingere il modello usando mani molto leggere; i primi strati saranno traslucidi. Una volta che la vernice forma uno strato opaco (in genere dopo 2-4 strati), lasciate riposare il modello per 30 minuti in modo che la vernice si fissi. Lucidare delicatamente lo strato di vernice con i bastoncini per unghie, e seguire questo processo per ogni colore desiderato (lucidando tra ogni strato di vernice).
Sezioni del modello possono essere mascherate con del nastro da pittore per preservare il colore del sottosmalto, se si desidera. Una volta che tutti gli strati di vernice sono completi, rimuovere le maschere e lucidare la vernice con carta da lucido. La carta per lucidare, come quella della 3M o della Zona, può essere acquistata in diverse grane ed è un prodotto relativamente nuovo. Può essere acquistata come pacchetto da molti rivenditori online e dà alla vernice, così come alle finiture, una lucentezza che altrimenti non si può ottenere facilmente. Applicare 1-2 strati di una finitura per proteggere la vernice e lasciare asciugare completamente. La finitura deve essere scelta in base alle raccomandazioni del produttore della vernice utilizzata. Strati di finitura e di vernice incompatibili possono rovinare il lavoro di verniciatura, quindi è molto importante che la compatibilità sia assicurata in questo caso.
Pro-tip: Quando si usa vernice spray, non agitare la bomboletta! L’obiettivo è quello di mescolare il pigmento o il primer senza scuotere il propellente, che si tradurrà in bolle nello spray. Invece, agitare la bomboletta per 2-3 minuti; la perla di miscelazione dovrebbe rotolare come una biglia invece di sferragliare.
Pros
Cons
| Finitura | ★ ★ ★ ★ ★ |
| Tolleranze | ★ ★ ★ ☆ ☆ |
| Velocità | ★ ☆ ☆ ☆ ☆ |
| Adatto per | Tutte le termoplastiche FDM |
Lisciatura a vapore

Kit di attrezzi
- Telo di fissaggio
- Contenitore sigillato a prova di solvente
- Solvente
- Salviette di carta
- Foglio di alluminio (o altro materiale
- Maschera per il viso &guanti resistenti ai prodotti chimici
Processo: Foderare il contenitore scelto con carta assorbente lungo il fondo e, se possibile, lungo le pareti laterali. È fondamentale che il vapore non comprometta la camera stessa, e che la camera possa essere sigillata. Si raccomandano contenitori di vetro e metallo. Versare abbastanza solvente da inumidire, ma non inzuppare, gli asciugamani di carta; questo dovrebbe anche aiutare gli asciugamani ad aderire alle pareti laterali del contenitore. L’acetone è ben noto per le sue capacità di lisciare l’ABS. Per il PLA, la levigatura è possibile con diversi solventi (THF o MEK funzionano decentemente) ma è generalmente più difficile ottenere una superficie levigata rispetto all’ABS. Quando si lavora con qualsiasi solvente, si prega di controllare le norme di sicurezza sulla sostanza chimica e usare sempre le opportune precauzioni di sicurezza. Una piccola “zattera” di foglio di alluminio, o altro materiale a prova di solvente, dovrebbe essere messa al centro del contenitore foderato di carta assorbente. Posizionare la stampa sulla zattera (con il lato che è stato scelto come fondo appoggiato sulla zattera), e chiudere il coperchio del contenitore. La lucidatura a vapore richiederà una quantità variabile di tempo, quindi controllare periodicamente la stampa. Il calore può essere usato per aumentare la velocità con cui avviene la lucidatura, ma bisogna fare attenzione a prevenire l’accumulo di vapore potenzialmente esplosivo.
Quando si rimuove la stampa dalla camera, cercare di evitare di toccare la stampa a tutti lasciando la stampa sulla zattera, e rimuovendo entrambi dal contenitore. Qualsiasi punto in cui la stampa è stata toccata avrà imperfezioni di superficie, poiché il guscio esterno sarà semi-dissolto. Lasciare che la stampa esca completamente dal solvente rimanente prima di maneggiarla.
NOTA: Molti solventi aerosolizzati e/o atomizzati sono infiammabili/esplosivi, e il vapore del solvente può essere dannoso per la salute umana. Fare estrema attenzione se si riscaldano i solventi, e lisciare sempre le stampe/conservare il solvente in uno spazio ben ventilato.
Pros
Cons
| Finitura | ★ ★ ★ ★ ☆ |
| Tolleranze | ★ ★ ☆ ☆ ☆ |
| Velocità | ★ ★ ★ ☆ ☆ |
| Adatto per | ABS (a volte PLA) |
Dipping
Kit di strumenti
- Contenitore sicuro per solventicontenitore sicuro per i solventi
- Solvente
- Gancio per gli occhi o piccola vite
- Filo da scultura o da giardinaggio di grosso calibro
- Bastone o rastrelliera per asciugare
- Maschera per il viso &guanti resistenti alle sostanze chimiche
Processo: Assicurarsi che il contenitore da utilizzare sia abbastanza largo e profondo da contenere la stampa e il solvente. Riempire il contenitore con una quantità appropriata di solvente, facendo attenzione a ridurre al minimo gli spruzzi. Come per la lisciatura a vapore, l’acetone dovrebbe essere usato per immergere l’ABS, e MEK o THF possono essere usati per immergere il PLA. Il PLA è abbastanza resistente alla lisciatura con solvente, quindi potrebbero essere necessari diversi tentativi per ottenere il risultato desiderato. Preparare la stampa per l’immersione avvitando un gancio ad occhio o una piccola vite in una superficie poco appariscente della stampa. Far passare il filo attraverso l’occhio del gancio, o intorno alla vite, in modo che la stampa possa essere abbassata nel bagno usando il filo. Se il filo è troppo sottile, non sarà in grado di contrastare il galleggiamento della stampa e renderà molto difficile una corretta immersione.
Una volta che la stampa è preparata, immergere rapidamente l’intero oggetto nel solvente per non più di pochi secondi usando il filo. Rimuovere la stampa e agganciare il filo su un’asta di asciugatura o uno scaffale per permettere al solvente di evaporare completamente dalla superficie. La stampa può essere scossa delicatamente dopo la rimozione per facilitare l’asciugatura e assicurarsi che il solvente non si accumuli nelle cavità della superficie.
Pro-tip: Se una volta asciutta, la stampa ha un colore bianco opaco, può essere sospesa sul bagno di solvente per qualche tempo per permettere al vapore del solvente che evapora di dissolvere leggermente la superficie. Questo ripristinerà il colore della stampa e assicurerà uno strato esterno lucido.
Pros
Cons
| Finitura | ★ ★ ★ ★ ☆ |
| Tolleranze | ★ ☆ ☆ ☆ ☆ |
| Velocità | ★ ★ ★ ★ ☆ |
| Adatto per | ABS (a volte PLA) |
Rivestimento epossidico

Kit strumenti
- 2-parte di resina epossidica (come XTC-3D)
- Applicatore a pennello di schiuma
- Contenitore di miscelazione
- Sabbia di grana 1000 o superiore
Processo: Una volta che la stampa è levigata (levigare prima produrrà migliori risultati finali), pulire completamente la stampa con un panno appiccicoso. Mescolare il rapporto appropriato di resina e indurente come specificato sulle istruzioni della resina, assicurandosi che tutto sia misurato con precisione. Le resine epossidiche sono esotermiche quando vengono mescolate, quindi si dovrebbero evitare i contenitori di vetro e quelli composti da materiali con basso punto di fusione. Si raccomandano contenitori specificamente progettati per la miscelazione di resine epossidiche. Rapporti impropri aumenteranno il tempo di asciugatura e l’epossidica potrebbe non polimerizzare mai completamente, dando luogo a una finitura “appiccicosa”. XTC-3D è un rivestimento specializzato progettato per la stampa 3D, ma qualsiasi resina epossidica in 2 parti funzionerà bene per questa applicazione, purché sia preparata correttamente. Mescolare accuratamente la resina e l’indurente secondo le istruzioni usando giri regolari, per ridurre al minimo il numero di bolle d’aria introdotte nel sistema. Un po’ di resina epossidica va molto lontano, e la maggior parte delle resine epossidiche hanno solo un tempo di lavorazione di 10-15 minuti, quindi pianificare di conseguenza.
Applicare il primo strato di resina epossidica utilizzando un applicatore di schiuma, e cercare di ridurre al minimo il pooling su qualsiasi superficie rientrante o dettagli della stampa. Una volta che la stampa è stata sufficientemente rivestita, lasciare che la resina epossidica si curi completamente secondo le istruzioni del produttore. Una prima mano può essere sufficiente per lisciare la stampa, ma per una finitura ottimale, la stampa dovrebbe essere leggermente levigata con carta vetrata fine (grana 1000 o superiore) per rimuovere eventuali imperfezioni. Rimuovere la polvere con un panno appiccicoso e applicare una seconda mano di epossidica, seguendo la stessa procedura.
Pros
Cons
| Finitura | ★ ★ ★ ★ ☆ |
| Tolleranze | ★ ☆ ☆ ☆ ☆ |
| Velocità | ★ ★ ★ ★ ☆ |
| Adatto per | Tutte le termoplastiche FDM |
Placcatura metallica
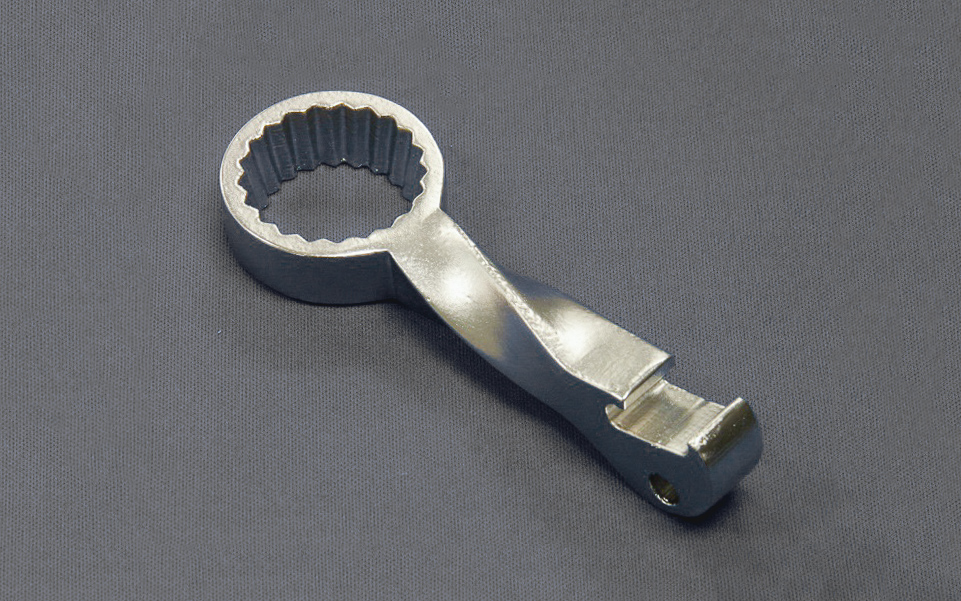
Un membro strutturale stampato in FDM, nichelato e rivestito da Repliform utilizzando la tecnologia RepliKote.
Kit di strumenti (per la placcatura domestica)
- Soluzione per elettroformatura – La soluzione per elettroformatura può essere fatta mescolando un sale metallico con un acido e acqua, ma a meno che le misure siano precise e la qualità degli ingredienti sia molto alta, è difficile ottenere finiture professionali. La soluzione di Buyipremade (come le soluzioni di Midas) assicurerà che i problemi di placcatura non siano dovuti alla soluzione.
- Anodo sacrificale – Il materiale dell’anodo deve corrispondere al metallo della soluzione di elettroformazione, quindi se il solfato di rame è usato nella soluzione, allora deve essere usato un anodo di rame. Qualsiasi oggetto fatto del metallo di placcatura può essere usato (come il rame per la placcatura del rame), o una striscia sottile del metallo di placcatura può essere acquistata, che è fatta specificamente per la galvanoplastica.
- Pittura conduttiva o acetone & grafite – La superficie della stampa deve essere conduttiva per lavorare la placcatura, che può essere ottenuta con vernice conduttiva o una soluzione 1:1 di grafite e acetone. La vernice conduttiva funzionerà per qualsiasi materiale di stampa, ma la soluzione di grafite all’acetone funzionerà solo per l’ABS.
- Rettificatore di potenza – Una batteria può essere usata al posto di un raddrizzatore di potenza, ma una batteria non è così efficiente e non produrrà risultati così rapidamente o costantemente come farà un raddrizzatore. Un raddrizzatore è anche un’opzione più sicura, poiché può essere semplicemente girato per interrompere il flusso di corrente durante la galvanoplastica.
- Vite conduttiva o gancio per gli occhi
- Vaso non conduttivo
- Set di piombo
- Guanti non conduttivi e occhiali protettivi
- Le soluzioni di elettroformazione sono acide, e possono causare danni agli occhi se spruzzate, quindi sono necessari occhiali adeguati. Può anche irritare la pelle e condurrà la carica durante la galvanoplastica, quindi i guanti non conduttivi dovrebbero essere usati in ogni momento.
Processo: La metallizzazione può essere fatta usando la galvanoplastica a casa o in un negozio professionale. Una corretta metallizzazione richiede una forte conoscenza dei materiali, e ciò che può essere fatto a casa è limitato in confronto a ciò che un negozio professionale può raggiungere. Per finiture superiori e una gamma più ampia di opzioni di placcatura, compresa la cromatura, utilizzare un negozio professionale è l’opzione migliore. Per chiarezza, il processo di elettrodeposizione con il rame sarà descritto qui sotto.
L’elettrodeposizione a casa può essere fatta usando rame o nichel come piastra di base, su cui poi possono essere placcati altri metalli. È di fondamentale importanza che la superficie della stampa sia il più liscia possibile prima della placcatura; qualsiasi irregolarità e linee di strato saranno evidenziate dopo il processo di placcatura. Preparare la stampa pulita e levigata per la placcatura rivestendo la plastica con un sottile strato di vernice conduttiva di alta qualità, o una soluzione di acetone e grafite se la stampa è ABS. Lasciare asciugare completamente il rivestimento conduttivo e carteggiare se necessario per assicurare una superficie liscia. È della massima importanza minimizzare il contatto con la stampa a questo punto o indossare guanti, poiché gli oli della pelle influenzeranno il processo di placcatura.
Inserire la vite o il gancio a occhio in una superficie poco appariscente della stampa, e collegarlo a uno dei cavi del raddrizzatore; questo servirà come catodo e deve essere collegato al terminale negativo del raddrizzatore. Collegare l’anodo di rame al terminale positivo del raddrizzatore usando il secondo cavo di alimentazione, e riempire il recipiente scelto con abbastanza soluzione di rame per elettroformatura per coprire completamente la stampa e l’anodo di rame. Inserire l’anodo nel bagno e accendere il raddrizzatore. Una volta che il raddrizzatore è acceso, inserire la stampa nel bagno, assicurandosi che non sia in contatto con l’anodo in nessun punto (fare molta attenzione in questo passaggio, perché una volta che la stampa è nel bagno, il sistema di placcatura è elettricamente sotto tensione e qualsiasi contatto con la soluzione o l’anodo/catodo può causare lesioni). Impostare il raddrizzatore di potenza a 1-3 volt e lasciare che la placcatura avvenga fino a quando la stampa è completamente rivestita. La tensione può essere aumentata per aumentare il tempo di placcatura, ma non superare i 5 volt. Spegnere semplicemente il raddrizzatore e rimuovere la stampa una volta che un rivestimento soddisfacente è stato depositato e asciugare la stampa utilizzando asciugamani in microfibra. Rivestire la stampa con una lacca metallica una volta asciutta per proteggerla dalla corrosione.
Pros
Cons
| Finitura | ★ ★ ★ ★ ☆ |
| Tolleranze | ★ ★ ☆ ☆ |
| Velocità | ★ ★ ★ ☆ |
| Adatto per | Tutti i termoplastici FDM |