
長い間、ベースのスクロールを彫るために使う彫刻刀の小さくて変わったコレクションを持っていましたが、最近eBayから素敵な中古マープルセットを購入し、これを増やしました。 この道具はかなり古く、私が手に入れたときには使い物にならない状態でした。 刃先の中心部はかなり磨り減っているか、実際に欠けてしまっているのですが、刃先には工場で研磨された時の粗い砥石傷が残っていました。 これらの工具を所有していた人は、決して工具を研がず、箱から出したまま使えなくなるまで使っていたことは明らかだった。 そのため、刃を立てるところから、刃を鋭くするところ、そして滑らかに使えるようにするための研磨まで、一連の研ぎが必要だったのです。 その際、写真を撮ったり、メモをしたりしました。 このページはその成果である。
用語について一言。 彫刻刀を使いやすい形にする工程は、明らかに連続したもので、研ぎ、ホーニング、ポリッシングという用語は、その中のいくつかの領域を表しています。 このページでは、「研ぐ」という言葉を、工具の刃先を整える作業のうち、実際に使うにはまだ十分な切れ味が得られないものを指す言葉として使っています。
私は、彫刻刀が元々どのような形状であっても、使えるようにするための全過程を記録しようと試みています。 そのため、このような「砥石を使った砥ぎ方」については、「砥石を使った砥ぎ方」と「砥石を使った砥ぎ方」の2つの方法があります。 このような場合は、ラッカーシンナーに浸すか、ペイントリムーバーを使用することで除去します。 錆びた工具は、錆び取り剤かワイヤーブラシで錆びを落とします。 錆びた道具は、刃を研ぐ前に錆びを落とす必要があります。 刃先が滑らかなものが一番使いやすいので、錆びがあるとスムーズに作業ができません。
研ぎ
刃先に磨耗や欠けがある彫刻刀は、まず刃先をまっすぐにすることが必要です。 この作業はあまり頻繁に行う必要はありませんが、もしエッジに欠けがある場合は、他の研ぎ作業を行う前にエッジをまっすぐにする必要があります。 多くのリューターと同じように、私も水平ベルトサンダーを持っていますが、私の場合は小型のディスクサンダーを付けています。

テーブル上の小さな木のブロックは、ディスクに対して工具を正方形に保ちます。 このようなパワーサンダーを研ぎ作業に使用する場合の注意点。 ディスクの高速は、それが可能であることを非常に迅速に熱の多くを生成するために、ブレードの気性を取るために十分な熱。 これは、彫刻ツールで生産的になるため、私はこの目的のためにパワーsandingtoolsを使用するたびに、私は手元に水の缶を保つ。 作業中、刃は常に水に浸かっているのです。 一般的には、工具を水につける前に、工具をディスクに1秒以上接触させてはいけないと分かっています。
エッジをまっすぐにした後、おおよそ鋭いエッジを工具に確立することができる。 この作業にも横型ベルトサンダーを使う。 320グリットの酸化アルミニウムのバットシームベルトが最適です。 ラップシームベルトでこれを試さないでください – それはちょうど十分に滑らかではありません。 水筒を用意して、1秒おきくらいにエッジを水に浸しておく。

320グリットベルトでは、進行が遅いので、エッジを焼かないようにして、エッジをまっすぐにしておくことができます。 ここで切れ味を追求する必要はない。
ベルトサンダーのプラテンの上で曲がったガウジのエッジを研ぐことは可能ですが、プラテンの端とフロントローラーの間の支持されていないスペースにガウジを置くと、はるかに良い仕事をすることができます。

曲刃の工具は、写真のようにベルトの方向と平行に刃を向ける。 ベルトを止めて撮影していますが、ご覧のようにベルトがエッジのあたりで曲がって、スムーズに研ぐことができます。 ベルトが曲がっているのがわからない場合は、画像をクリックすると大きな画像でご覧いただけます。 この時も、刃先を濡らしておくと、焼きが入るのを防げます。
ベルトサンダーがない場合や使いたくない場合は、320グリット程度の平らな研磨材(石など)を使って、手で研ぐことができます。
カービングチゼル(ベベルエッジチゼルとは異なります)は、ベルトサンダーで両面を研ぎます。 鑿やパーティングツールは片面だけ研ぎます。 刳り貫き(くりぬき)は外側を研ぎます。 しかし、内側の面を平らにする必要があります。

私は怠惰なので、ここであまり時間をかけず、他の面を研いだ後に針金が残っていないことを確かめるために数ストロークするだけでいいのです。 荒れている場合は滑らかにするようにしますが、エッジのほんの少し後ろまで作業する必要はありません。 実は、この作業を何度も行うことで、工具の切れ味をasyouで保つことができます。 あなたは、背面が死んで平坦にするために、フロントの時間を費やすことができ、またはあなたはちょうどそれが何度も研ぐセッションのコースで死んで平坦に終わるという事実に依存することができます。 そのため、このような「砥石を使った砥ぎ方」については、「砥石を使った砥ぎ方」と「砥石を使った砥ぎ方」の2つの方法があります。 このようなツールを使用すると、常に作業するために、シャープ、フラット、大きなsharpenings面を持っていることを意味します。 紙やすりが詰まったら、すぐに削って、新しい紙を貼ることができます。
しかし、最近はガラスを使わず、テーブルソーの鋳鉄製の延長翼に長い棒磁石でサンドペーパーを貼り付けるだけにしています。
鑿の研磨はとても簡単で、鋭利な刃ができるまで、紙の上を片側、もう片側と刃をドラッグしていくだけです。

400グリットのペーパーでエッジを研いだ後、600グリットのペーパーで数ストロークし、少し角度を傾けて、きれいに2つの面を作るために1回滑らかに通過させます。 次に1000番のペーパーで同じ作業を繰り返します。 そのため、”匠の技 “といわれるように、”匠の技 “と呼ばれるようになったのです。 ガウジの手前側を紙の向こう側に倒し、

そしてガウジを手前に引きずりながら、同時に手前に転がすように動かすのである。

600グリットと1000グリットのペーパーでホーニングするとき、ガウジの2面取りをするように心がけています。 そのため、”砥石で削る “のではなく、”砥石で削る “のです。 これは、電動工具の使用は、迅速かつeasyworkのために作る別のステップです。 フェルトホイールに酸化クロム化合物を塗ったベンチグラインダーで、研ぎ澄まされた彫刻刀を鋭利に磨き上げます。 エッジの外側は砥石の表面や側面を使って磨く。

And all the inside surface of the tightest sweep gouges can be polished on the edge of the wheel:

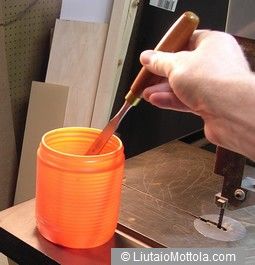
フェルトホイール付きグラインダーがない場合は、平らな面に荒い革を貼り付けて手で磨くとうまくいくことがある。 同じ緑色の酸化クロム化合物を革にチャージして、ガッシュの表面を激しく往復させる。 この場合、革を使わず、平らな木片や厚紙とコンパウンドで行うこともできる。
こうして磨き上げられた道具は、すぐに使える。