解像度は、さまざまな3Dプリンターを検討する際に考慮すべき最も重要な要素の1つで、多くの人がよく知る最小レイヤー高の値を超えて広がっています。 実際、最小レイヤー高さは、3D プリンターの品質の悪い表現になる傾向があります。
このガイドでは、3D プリンターの解像度に関連するさまざまなコンポーネントについて学びます。 Z 解像度、最小フィーチャ サイズ、X/Y 解像度、およびレイヤー楕円率について説明し、3D 印刷における解像度の全体像を把握します。
Z 解像度
3D プリンタの解像度に関する最も有名な値は、最小 Z レイヤー高さです。 3Dプリンタはオブジェクトをレイヤーごとに構築し、この値はこれらのレイヤーの1つの厚さを表します。 ほとんどの FDM マシンでは、実用的な最小レイヤー高さは 0.1mm または 100 ミクロン、SLA マシンでは 0.025mm または 25 ミクロンです。
多くの FDM メーカーは、最小 Z レイヤー高さを 10 ミクロンと表記しています。 これは技術的には可能ですが、FDM 機で 10 ミクロンの薄さのレイヤーを印刷することは現実的ではありません。 ほとんどのステッパーモーターは、そのプラットフォームを10ミクロン程度動かすことができますが、FDM押出機は、きれいな結果を出すためにフィラメントの流れを十分に精密に制御することができません。 このため、FDM機で10ミクロンのプリントをすると、個々のレイヤーはより細かくても、100ミクロンのプリントより見栄えが悪くなってしまうことがよくあります。
When to use thin layers
多くの場合、より薄いレイヤーを使用してもメリットはほとんどなく、プリント時間が長くなるだけのことです。 より薄いレイヤーは、斜めや曲面のあるパーツの表面仕上げを向上させるのに最も有効です。 Formlabs では、このコンセプトについて、以下の素晴らしい図解を用意しています。

Minimum Feature Size
FDMマシンでは、最小フィーチャーサイズはプリントノズルの直径の関数となります。 最も一般的なノズルの直径は 0.4mm で、したがって、プリントできる最小のフィーチャーは 0.4mm です。 多くのプリンターでは、ノズルを交換することができ、サードパーティ製のアップグレードを購入すると、0.15mmという細い直径のノズルを使用することができます。 このコンセプトは、タワーやスパイクのような自立するフィーチャーに適用され、オブジェクトの側面にエンボス加工されたテキストのようなコンポーネントには適用されません。 エンボス加工されたフィーチャについては、「X/Y Resolution」のセクションで詳しく説明します。
FDM プリントでは、小さいフィーチャは熱によって変形しやすいということを覚えておくことが重要です。 高くて薄いタワーは、溶融プラスチックとノズルの熱で構造が軟化してしまうため、しばしば失敗します。

SLA プリンタでは、最小フィーチャー解像度はレーザのスポット サイズの関数となります。 SLA 印刷は FDM のような熱応力を伴わないため、背の高い細いタワーが実現しやすく、小さなフィーチャーも簡単に解決できます。
X/Y Resolution
X/Y 解像度は、プリンタをそのハードウェアに分解して、ステッピング モーターと機械のメカニズムの最小回転によって決定されます。 石版は、X/Y 解像度を説明するのに役立つオブジェクトです。
石版とは、画像の暗い部分が明るい部分より厚くなるように三次元的に押し出された画像です。 光を当てると、厚みのある部分が暗くなり、元の画像が浮かび上がります。 石版を作る3つのステップ」はこちら!
石版は、Z軸の解像度よりもX軸とY軸の解像度が良いことが多いので、プラットフォームに平らに置くのではなく、垂直にプリントします。 下図は石版の断面の例です。 X/Y分解能は、ノズルやレーザースポットの最小可能偏差を表し、マシンによって異なるものの、多くの場合16ミクロンのスケールで表されます。

FDMプリンタでは、X/Y分解能について考慮すべき他の要因も存在します。 ダイレクト ドライブ押出セットアップを使用する FDM プリンターでは、ノズルの上に重量がかかるため、高速では過度の慣性が発生します。 このため、バンディングと呼ばれる現象が発生し、モデルの垂直方向のずれが目立ち、X/Yの解像度が低下してしまいます。 CoreXY セットアップは、X 軸と Y 軸を 1 つのモーターから独立させる巧妙なキネマティクスにより、この効果を低減します。
Layer Ovality
Layer Ovality は、3D プリンタの解像度を考慮する際に考慮すべきより微妙なパラメータの 1 つです。 FDM 印刷でレイヤーを堆積させると、外側の境界が楕円形になり、表面の仕上げが粗くなり、透明度が低下します。
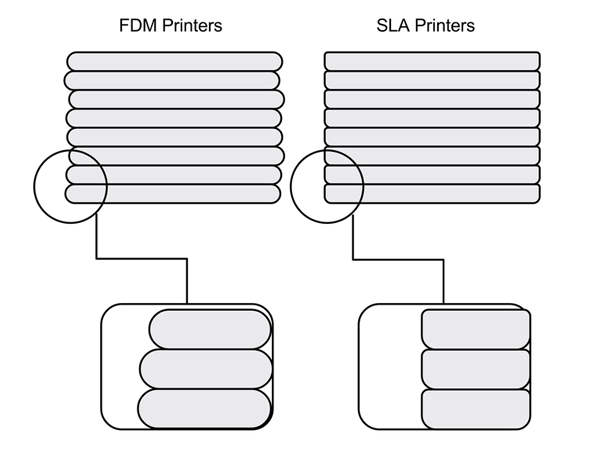
SLAプリンターで作成した層は、FDMで作成した層よりも本質的に楕円形が少なくなっています。 レーザー ベースの立体リソグラフィーでは、より長方形の層が作成されるため、より滑らかな表面仕上げと優れた透明性が得られます。
パーツのサンディングは、外層の楕円率を下げ、表面仕上げを改善する優れた方法です。 XTC-3D のようなコーティングは、層間のギャップを埋めることで機能し、滑らかで透明なパーツを作り出します。 Taulman3D はこの効果の優れた図を作成し、同社の T-glase 光学ページで詳細を説明しています。

3D プリントにおける解像度の 4 つの構成要素はそれぞれ、最終的なプリント品質に影響を及ぼします。 3Dプリントにおける解像度、特にSLAに関する理解を深めるには、Formlabsの記事 What Does Resolution Mean in 3D Printing?
![]()
を参照してください。