Resolutie is een van de belangrijkste factoren waarmee u rekening moet houden bij het overwegen van verschillende 3D-printers en gaat verder dan de waarde voor de minimale laaghoogte waarmee veel mensen bekend zijn. In feite heeft de minimale laaghoogte de neiging een slechte weergave te zijn van de kwaliteit van een 3D printer.
In deze gids leert u over elk van de verschillende componenten die verband houden met de resolutie van een 3D printer. We zullen ingaan op Z-resolutie, minimale feature grootte, X / Y-resolutie, en laag ovaliteit, om een compleet beeld van de resolutie in 3D-printen te krijgen.
Z-resolutie
De bekendste waarde in verband met de resolutie van een 3D-printer is de minimale Z-laaghoogte. 3D printers bouwen objecten laag voor laag op, en deze waarde beschrijft de dikte van een van deze lagen. Voor de meeste FDM machines is de kleinste praktische laaghoogte 0,1mm of 100 micron en voor SLA machines 0,025mm of 25 micron.
Veel FDM fabrikanten noemen minimale Z laaghoogtes van slechts 10 micron. Hoewel dit technisch mogelijk is, het afdrukken van lagen zo dun als 10 micron op FDM-machines is onpraktisch. De meeste stappenmotoren zijn in staat om het platform slechts 10 micron te verplaatsen, maar FDM extruders kunnen de stroom van filament niet precies genoeg regelen om schone resultaten te produceren. Om deze reden zien afdrukken van 10 micron op FDM machines er vaak slechter uit dan afdrukken van 100 micron, ook al zijn de afzonderlijke lagen fijner.
Wanneer dunnere lagen te gebruiken
In veel gevallen heeft het gebruik van dunnere lagen weinig tot geen voordelen en dient het alleen om de printtijd te verlengen. Dunnere lagen zijn het nuttigst voor het verbeteren van de oppervlakteafwerking van onderdelen met diagonale of gebogen oppervlakken. Formlabs heeft hieronder een mooie illustratie van dit concept.

Minimum Feature Size
Voor FDM machines is de minimum feature size een functie van de diameter van de print nozzle. De meest voorkomende nozzle diameter is 0.4mm en ergo, de kleinste feature die kan worden geprint is 0.4mm. Bij veel printers kunnen de nozzles worden verwisseld en kunnen upgrades van derden worden gekocht met diameters van slechts 0,15 mm. Dit concept is van toepassing op elementen die op zichzelf staan zoals torens en spikes en is niet van toepassing op componenten zoals tekst die in reliëf op de zijkant van een object is aangebracht. We gaan dieper in op reliëfelementen in het gedeelte ‘X/Y Resolutie’.
Het is belangrijk om in gedachten te houden dat kleinere elementen gemakkelijker vervormen door warmte bij FDM printen. Hoge en dunne torens mislukken vaak omdat de hitte van het gesmolten plastic en de nozzle de structuren zachter maken.

In SLA-printers is de minimale feature resolutie een functie van de spotgrootte van de laser. Omdat SLA printen niet dezelfde thermische spanningen met zich meebrengt als FDM, zijn hoge dunne torens haalbaarder en worden kleine features gemakkelijk opgelost.
X/Y Resolutie
X/Y resolutie breekt je printer af tot zijn kale hardware en wordt bepaald door de minimale rotatie van je stappenmotor en de mechanica van de machine. Lithofanen zijn nuttige voorwerpen om X/Y-resolutie uit te leggen.
Een lithofaan is een beeld dat in drie dimensies is geëxtrudeerd, zodat de donkere componenten van het beeld dikker zijn dan de lichte componenten. Wanneer er een licht doorheen schijnt, zullen de dikkere delen van het model donkerder lijken en verschijnt het originele beeld. Leer hier de 3 stappen voor het maken van uw eigen Lithofanen!
Lithofanen worden verticaal geprint in plaats van plat op het platform omdat de resolutie in de X- en Y-as vaak beter is dan de resolutie in de Z-as. Hieronder is een voorbeeld te zien van de doorsnede van een lithofaan. X/Y resolutie beschrijft de minimaal mogelijke afwijking van uw nozzle of laserspot en valt vaak op de schaal van 16 micron, hoewel dit per machine kan verschillen.

In FDM printers zijn er andere factoren om rekening mee te houden bij het overwegen van X en Y resolutie. FDM printers die gebruik maken van een direct drive extrusie setup dragen gewicht boven de nozzle dat zich kan vertalen naar overmatige inertie bij hoge snelheden. Dit leidt tot een effect dat banding wordt genoemd, waarbij verticale afwijkingen zichtbaar worden in een model en de X/Y resolutie vermindert. CoreXY-opstellingen verminderen dit effect door slimme kinematica die de X- en Y-as onafhankelijk maakt van een motor.
Layer Ovality
Layer ovality is een van de subtielere parameters om rekening mee te houden bij het overwegen van 3D-printerresolutie. Wanneer lagen worden gedeponeerd bij FDM-printen, nemen de buitenste grenzen een ovale vorm aan die bijdraagt aan een ruwere oppervlakteafwerking en een slechte transparantie.
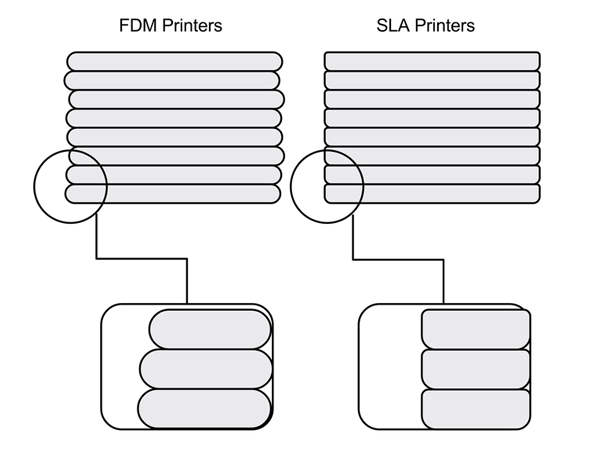
Lagen gemaakt door SLA-printers hebben inherent minder ovaalheid dan die gemaakt via FDM. Laser-gebaseerde stereolithografie creëert lagen die meer rechthoekig zijn en dit zorgt voor een gladdere afwerking van het oppervlak en superieure transparantie.
Sanding onderdelen is een geweldige manier om de ovaalheid van de buitenlagen te verminderen en de afwerking van het oppervlak te verbeteren. De deklagen zoals XTC-3D werken door de hiaten tussen lagen te vullen om een vlot en transparant deel te veroorzaken. Taulman3D creëerde een uitstekende illustratie van dit effect dat u meer over op hun pagina van de T-glase optica kunt leren.

Elk van de 4 componenten van resolutie in 3D printen zal invloed hebben op uw uiteindelijke printkwaliteit. Om meer te weten te komen over resolutie bij 3D-printen, met name met betrekking tot SLA, kunt u het bericht ‘What Does Resolution Mean in 3D Printing’ van Formlabs lezen
![]()