- Introducere
- Îndepărtarea suportului
- Îndepărtarea suportului standard
- Kit de unelte
- Îndepărtarea suportului dizolvabil
- Kit de unelte
- Șlefuire
- Kit de unelte
- Sudare la rece
- Kit de instrumente
- Încărcarea golurilor
- Kit de instrumente
- Lustruire
- Kit de unelte
- Priming & vopsire
- Kit de unelte
- Netezirea vaporilor
- Kit de unelte
- Dipare
- Kit de instrumente
- Înveliș epoxidic
- Kit de instrumente
- Metal placat
- Kit de instrumente (pentru placare la domiciliu)
Introducere
Imprimarea 3D FDM este cea mai potrivită pentru prototipuri eficiente din punct de vedere al costurilor și produse în timp scurt. Liniile de strat sunt în general prezente pe printurile FDM, ceea ce face ca postprocesarea să fie un pas important dacă este necesară o suprafață netedă. Unele metode de postprocesare pot, de asemenea, să adauge rezistență la printuri, ajutând la atenuarea comportamentului anizotropic al pieselor FDM.
Acest articol va discuta cele mai comune metode de postprocesare FDM.

Curios în legătură cu costul și opțiunile de materiale disponibile pentru FDM?
Obțineți o ofertă instantaneeVezi toate materialele FDM
Îndepărtarea suportului
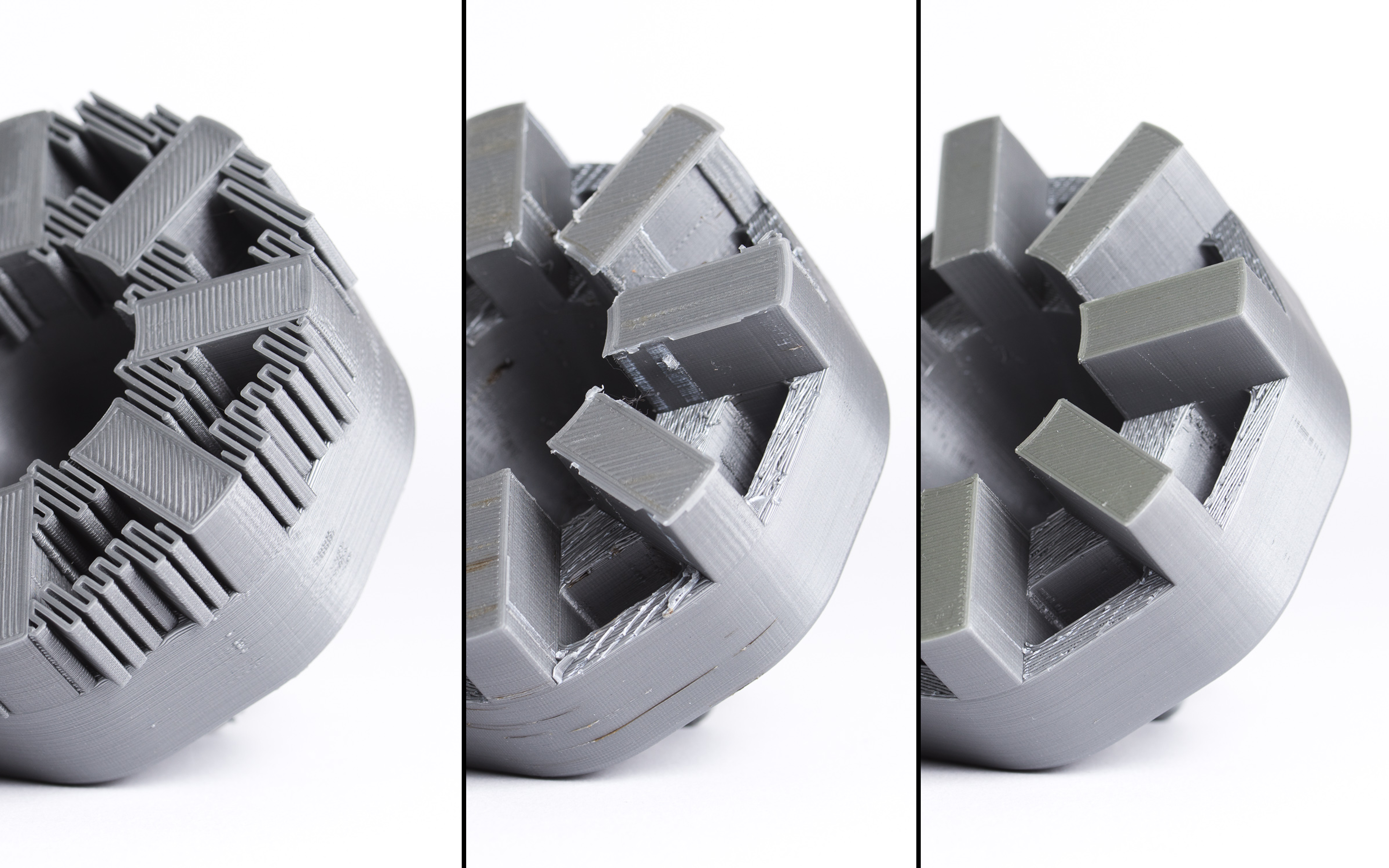
Îndepărtarea suportului este, de obicei, prima etapă de postprocesare pentru orice tehnologie de imprimare 3D care necesită suport pentru a produce piese cu precizie. Suportul poate fi, în general, separat în 2 categorii; standard și dizolvabil. Spre deosebire de celelalte metode de postprocesare discutate în acest articol, îndepărtarea suportului este o cerință obligatorie și nu produce un finisaj de suprafață îmbunătățit.
Îndepărtarea suportului standard
Kit de unelte
- Cleste cu nasul ascuțit
- Set de târnăcoape dentare
Proces: Materialul de susținere poate fi, în general, îndepărtat de pe tipar cu puțin efort, iar curățarea materialului de susținere în locuri greu accesibile (cum ar fi găurile sau cavitățile) poate fi realizată cu ajutorul unor târnăcoape dentare și a unor clești cu vârf de ac. Structurile de susținere bine plasate și orientarea corectă a imprimării pot reduce foarte mult impactul estetic al materialului de susținere asupra imprimării finale.
Pros
Cons
| Finisaj | ★ ☆ ☆ ☆ ☆ ☆ | |
| Toleranțe | ★ ★ ☆ ☆ ☆ ☆ | |
| Viteză | ★ ★ ★ ★ ☆ | |
| Adecvat pentru | Toate termoplasticele FDM |
Îndepărtarea suportului dizolvabil
Kit de unelte
- Solvent-safe container
- Solvent
- Detergent cu ultrasunete (opțional)
Proces: Materialele suport standard dizolvabile sunt îndepărtate de pe o imprimare prin introducerea imprimantei într-o baie cu solventul corespunzător până când materialul suport se dizolvă. Suportul este tipărit de obicei în:
- HIPS (de obicei asociat cu ABS)
- PVA (de obicei asociat cu PLA)
- HydroFill
Recipientele de depozitare din sticlă, cum ar fi un borcan mason, sunt recipiente excelente pentru dizolvarea cu Limonene. Pentru dizolvarea în apă, orice recipient neporos va funcționa. Pentru amprentele HIPS/ABS, o baie într-un raport 1:1 de (R)-(+)-limonen și alcool izopropilic funcționează foarte bine pentru îndepărtarea rapidă a suportului. Multe alte materiale de suport, cum ar fi PVA (utilizat cu PLA) și HydroFill (PLA și ABS), se dizolvă pur și simplu în apă simplă.
Pro-tip: Accelerați timpul de dizolvare a materialului de suport solubil utilizând un aparat de curățare cu ultrasunete și schimbând soluția de solvent odată ce aceasta devine saturată cu material de suport dizolvat. Utilizarea unui solvent călduț (nu fierbinte) va accelera, de asemenea, timpul de dizolvare în cazul în care nu este disponibil un aparat de curățare cu ultrasunete.
Pros
Cons
| Finisaj | ★ ★ ★ ☆ ☆ ☆ |
| Toleranțe | ★ ★ ☆ ☆ ☆ ☆ |
| Viteză | ★ ★ ★ ★ ★ ☆ |
| Adecvat pentru | Toate termoplasticele FDM |
Șlefuire

Kit de unelte
- 150, 220, 400, 600, 1000 și 2000 de șmirghel
- Pânză de șlefuit
- Șterge de dinți
- Săpun
- Mască de față
Proces: După ce suporturile sunt îndepărtate sau dizolvate, se poate face șlefuirea pentru a netezi piesa și a îndepărta orice imperfecțiune evidentă, cum ar fi pete sau urme de suport. Granulația de pornire a șmirghelului depinde de înălțimea stratului și de calitatea imprimării; pentru înălțimi ale stratului de 200 microni și mai mici, sau pentru imprimări fără imperfecțiuni, șlefuirea poate fi începută cu granulația de 150. Dacă sunt prezente imperfecțiuni evidente sau dacă obiectul a fost imprimat la o înălțime a stratului de 300 microni sau mai mare, începeți șlefuirea cu granulația 100.
Șlefuirea trebuie să continue până la granulația 2000, urmând gradațiile obișnuite de șlefuire (o abordare este de a trece de la granulația 220 la granulația 400, la granulația 600, la granulația 1000 și, în final, la granulația 2000). Se recomandă șlefuirea umedă a imprimării de la început până la sfârșit, pentru a evita ca frecarea și acumularea de căldură să deterioreze piesa și pentru a păstra șmirghelul curat. Amprenta trebuie curățată cu o periuță de dinți și apă cu săpun, apoi cu o cârpă aderentă, între gradațiile de șlefuire, de asemenea, pentru a preveni acumularea de praf și formarea de „cocoloașe”. Piesele FDM pot fi șlefuite până la 5000 de granulație pentru a obține un finisaj neted și strălucitor.
Pro-tip: Șlefuiți întotdeauna în mișcări circulare mici, uniform pe suprafața piesei. Poate fi tentant să șlefuiți perpendicular pe straturile de imprimare, sau chiar paralel cu straturile de imprimare, dar acest lucru poate provoca formarea de „șanțuri” în piesă. Dacă piesa se decolorează sau dacă există multe zgârieturi mici de la șlefuire, se poate folosi un pistol termic pentru a încălzi ușor amprenta și a înmuia suprafața suficient de mult pentru a „relaxa” unele dintre defecte.
Pros
Cons
| Finisare | ★ ★ ★ ★ ★ ☆ |
| Toleranțe | ★ ★ ★ ☆ ☆ ☆ |
| Viteză | ★ ★ ☆ ☆ ☆ |
| Potrivite pentru | Toate Termoplastice FDM |
Sudare la rece
Kit de instrumente
- Acetonă
- Aplicator de spumă
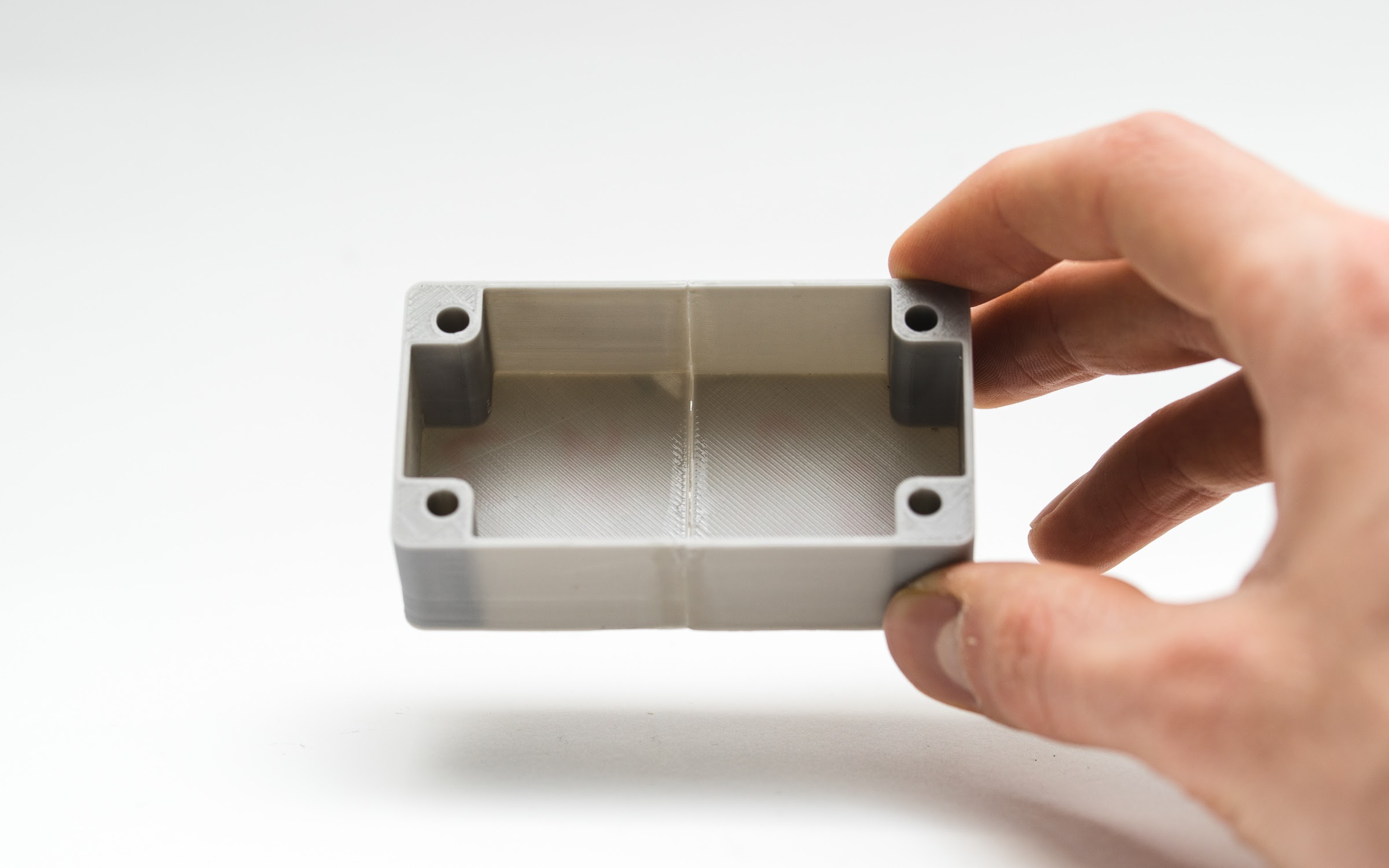
Proces: Atunci când dimensiunea unei imprimări depășește volumul maxim al imprimantei, desenul este adesea împărțit în secțiuni mai mici și asamblat împreună după imprimare. Pentru PLA și alte materiale, asamblarea se poate face folosind Bond-O sau un adeziv adecvat (selecția adezivului va depinde de plastic). Pentru ABS, ansamblurile din mai multe părți pot fi „sudate” împreună folosind acetonă. Suprafețele de îmbinare trebuie să fie periate ușor cu acetonă și ținute ferm împreună, sau prinse, dacă este posibil, până când se evaporă cea mai mare parte a acetonei. În acest moment, cele două piese sunt lipite chimic una de cealaltă.
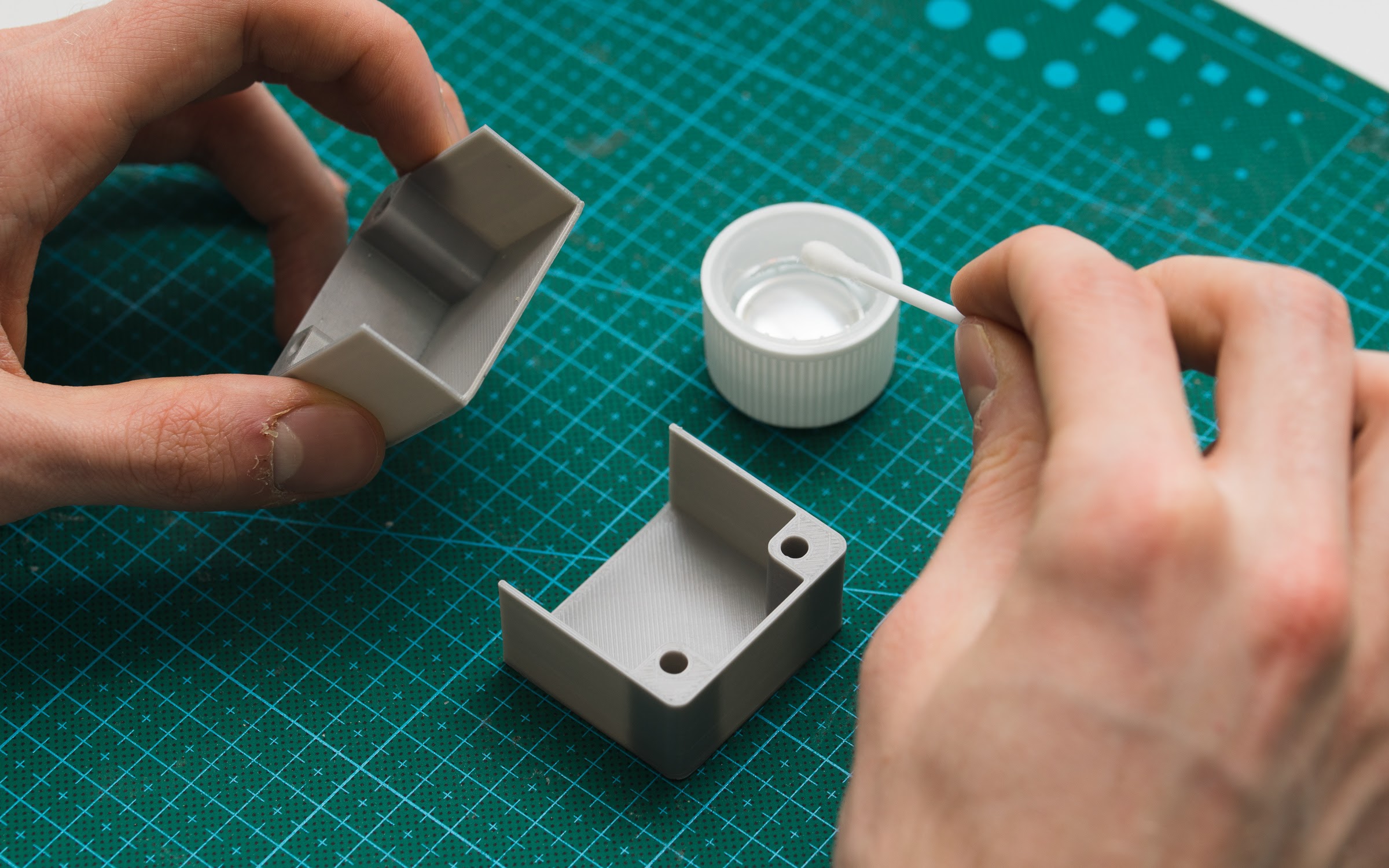
Pro-tip: Creșterea suprafeței pe care acetona intră în contact va crește rezistența îmbinării. Acest lucru poate fi realizat prin încorporarea îmbinărilor interblocante în design.
Pro
Cons
| Finisaj | ★ ★ ★ ☆ ☆ ☆ ☆ |
| Toleranțe | ★ ★ ☆ ☆ ☆ ☆ | Viteză | ★ ★ ★ ★ ★ |
| Adecvat pentru | ABS |
Încărcarea golurilor
. 
Kit de instrumente
- Rezină epoxidică (numai pentru goluri mici)
- Filler auto (pentru goluri mari și îmbinare)
- Filament ABS &acetonă (numai pentru goluri mici și amprente ABS)
.
Proces: După șlefuirea unei printuri sau după dizolvarea suporturilor solubile, nu este neobișnuit ca pe print să apară goluri. În timpul imprimării, golurile se formează atunci când straturile sunt incomplete din cauza constrângerilor de traseu al sculelor și sunt adesea inevitabile. Lacunele și golurile mici pot fi umplute cu ușurință cu epoxidic (ca XTC-3D) și este posibil să nu necesite o prelucrare suplimentară. Lacunele mari sau golurile rămase în urma îmbinării unui ansamblu cu mai multe imprimări pot fi umplute cu succes cu material de umplere pentru caroserii auto, care va necesita o șlefuire suplimentară după ce se usucă. Umplutura pentru caroserii este un material de umplere excelent și poate fi șlefuită și vopsită cu ușurință după ce s-a uscat complet. De asemenea, este foarte rezistent și nu va slăbi plasticul din zona înconjurătoare; dimpotrivă, piesele îmbinate cu material de umplere pentru caroserie auto sau golurile umplute tind să fie mai rezistente decât plasticul nativ.
Golurile dintr-o amprentă ABS pot fi, de asemenea, umplute prin crearea unei suspensii de filament ABS și acetonă, care reacționează chimic cu amprenta ABS și se infiltrează în orice goluri de pe suprafață. Se recomandă un raport de 1 parte de ABS la 2 părți de acetonă și nu va avea un impact semnificativ asupra finisajului suprafeței din jurul golului dacă este aplicat corect.
Pro-tip: Dacă golurile sunt evidente în imprimare înainte de șlefuire, umpleți spațiile cu Bond-O sau epoxidic, apoi șlefuiți după ce se usucă. Acest lucru va reduce foarte mult timpul total necesar pentru a obține o suprafață netedă.
Pro
Contra
| Finisaj | ★ ★ ★ ☆ ☆ ☆ ☆ |
| Toleranțe | ★ ★ ★ ☆ ☆ ☆ |
| Viteza | ★ ★ ★ ☆ ☆ ☆ |
| Adecvat pentru | Toate FDM termoplastice |
Lustruire
Kit de unelte
- Compus de lustruire a materialelor plastice
- 2000 hârtie de șlefuit cu granulație
- Pânză de lustruit
- Spălătorie de dinți
- Dinți de lustruit sau cârpă din microfibră
Proces: După șlefuirea unei amprente, se poate aplica o lustruire a plasticului pentru a conferi materialelor termoplastice standard, cum ar fi ABS și PLA, un finisaj de suprafață ca o oglindă. După ce amprenta este șlefuită până la 2000 de granulație, ștergeți excesul de praf de pe amprentă cu o cârpă aderentă, apoi curățați amprenta în baie de apă caldă cu o periuță de dinți. Lăsați amprenta să se usuce complet și lustruiți-o folosind o roată de lustruit sau manual cu o cârpă din microfibre și un compus de lustruire a plasticului, cum ar fi Blue Rouge. Blue Rogue este un tip de lustruire pentru bijuterii, conceput special pentru plastic și materiale sintetice și produce o strălucire de lungă durată a suprafeței. Alte produse de lustruire a plasticului, cum ar fi cele pentru farurile autovehiculelor, funcționează la fel de bine, dar unele pot include substanțe chimice care pot deteriora materialul de imprimare.
Pro-tip: Atașați o roată de lustruire la un Dremel cu viteză variabilă (sau la o altă unealtă rotativă, cum ar fi un burghiu electric) pentru lustruirea imprimărilor mici. Un polizor de banc dotat cu o roată de șlefuit poate fi folosit pentru amprente mai mari și mai robuste, dar asigurați-vă că amprenta nu rămâne prea mult timp în același loc. Acest lucru poate duce la topirea plasticului, din cauza frecării.
Pros
Cons
| Finisaj | ★ ★ ★ ★ ★ ★★ |
| Toleranțe | ★ ★ ★ ☆ ☆ ☆ |
| Viteza | ★ ★ ☆ ☆ ☆ |
| Adecvat pentru | Toate materialele termoplastice FDM |
Priming & vopsire

Kit de unelte
- Pânză de lipit
- Spălătură de dinți
- 150, 220, hârtie abrazivă cu granulație 400 și 600
- Aerosol de grund plastic
- Vopsea de acoperire
- Batoane de șlefuit
- Hârtie de lustruit
- Fir de mascare (numai dacă se vor folosi mai multe culori)
- Mănuși de nitril &mască adecvată
Proces: După ce amprenta este șlefuită în mod corespunzător (trebuie doar să ajungeți până la granulația 600 pentru vopsire), amprenta poate fi amorsată. Amorsarea trebuie făcută în două straturi, folosind un grund în aerosoli. Un grund în aerosol conceput pentru vopsirea modelelor va asigura o acoperire uniformă și va fi suficient de subțire pentru a se asigura că detaliile amprentei nu sunt ascunse înainte de începerea vopsitului. Un grund gros, cum ar fi cel care poate fi achiziționat de la un magazin de bricolaj, se poate aglomera și poate necesita o șlefuire semnificativă. Pulverizați primul strat în mișcări scurte și rapide, la o distanță de aproximativ 15 – 20 cm de piesă, pentru a evita acumularea grundului. Lăsați grundul să se usuce și șlefuiți orice imperfecțiune cu șmirghel de 600. Aplicați ultimul strat de grund în mișcări ușoare și rapide, fiind din nou foarte atenți să evitați băltirea.
După ce amorsarea este completă, se poate începe vopsirea. Pictura se poate face cu vopsele acrilice de artist și pensule, dar utilizarea unei aerografe sau a unui aerosol va oferi un finisaj de suprafață mai fin. Vopseaua spray de la un magazin de bricolaj are o vâscozitate mai groasă și este mai dificil de controlat, așa că ar trebui să se folosească vopsele concepute special pentru vopsirea modelelor. Suprafața amorsată trebuie șlefuită și lustruită (bețele de șlefuit și lustruit folosite de saloanele de manichiură pot fi achiziționate online și funcționează perfect pentru această aplicație), apoi curățată folosind o cârpă aderentă. Vopsiți modelul folosind straturi foarte ușoare; primele câteva straturi vor avea un aspect translucid. Odată ce vopseaua formează un strat opac (în general după 2-4 straturi), lăsați modelul să stea timp de 30 de minute pentru ca vopseaua să se întărească. Lustruiți ușor stratul de vopsea cu bețișoarele de unghii și urmați acest proces pentru fiecare culoare dorită (lustruind între fiecare strat de vopsea).
Secțiuni ale modelului pot fi mascate cu bandă adezivă de pictor pentru a păstra culoarea de sub strat, dacă se dorește. După ce toate straturile de vopsea sunt complete, îndepărtați măștile și lustruiți vopseaua folosind hârtie de lustruit. Hârtia de lustruit, cum ar fi cea de la 3M sau Zona, poate fi achiziționată în diferite granulații și este un produs relativ nou. Poate fi achiziționată la pachet de la mulți comercianți cu amănuntul online și conferă vopselei, precum și straturilor de acoperire, o strălucire care altfel nu poate fi obținută cu ușurință. Aplicați 1-2 straturi de topcoat pentru a proteja vopseaua și lăsați să se usuce complet. Stratul de finisare trebuie ales în conformitate cu recomandările producătorului vopselei utilizate. Straturile de topcoat și de vopsea incompatibile pot distruge lucrarea de vopsire, așa că este foarte important ca aici să se asigure compatibilitatea.
Pro-tip: Când folosiți vopsea în aerosoli, nu agitați cutia! Scopul este de a amesteca pigmentul sau grundul fără a agita propulsoarele, ceea ce va duce la apariția bulelor în spray. În schimb, învârtiți bidonul timp de 2-3 minute; talonul de amestecare ar trebui să se rostogolească ca o bilă în loc să zornăie.
Pros
Cons
| Finisaj | ★ ★ ★ ★ ★ |
| Toleranțe | ★ ★ ★ ★ ☆ ☆ |
| Viteză | ★ ☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆ |
| Adecvat pentru | Toate termoplasticele FDM |
Netezirea vaporilor

Kit de unelte
- Pânză de lipit
- Recipient sigilabil sigur pentru solvenți
- Solvent
- Șervețele de hârtie
- Papier de aluminiu (sau alt solvent-material rezistent la solvenți)
- Mască pentru față &mănuși rezistente la substanțe chimice
Proces: Tapetați recipientul ales cu prosoape de hârtie de-a lungul fundului și pe pereții laterali, dacă este posibil. Este esențial ca vaporii să nu compromită camera în sine, iar aceasta să poată fi sigilată. Se recomandă recipientele din sticlă și metal. Se toarnă suficient solvent pentru a umezi prosoapele de hârtie, dar nu pentru a le înmuia; acest lucru ar trebui să ajute, de asemenea, prosoapele să adere la pereții laterali ai recipientului. Acetona este binecunoscută pentru abilitățile sale de a netezi ABS-ul. Pentru PLA, netezirea este posibilă cu diferiți solvenți (THF sau MEK funcționează decent), dar, în general, este mai dificil de obținut o suprafață netezită în comparație cu ABS. Atunci când lucrați cu orice solvent, vă rugăm să verificați normele de siguranță ale produsului chimic și să utilizați întotdeauna măsurile de siguranță adecvate. O mică „plută” din folie de aluminiu sau alt material rezistent la solvenți ar trebui să fie plasată în mijlocul recipientului căptușit cu prosop de hârtie. Așezați amprenta pe plută (cu partea care a fost aleasă ca bază sprijinită pe plută) și închideți capacul recipientului. Lustruirea cu vapori va dura o perioadă de timp variabilă, așa că verificați periodic amprenta. Se poate folosi căldura pentru a crește viteza cu care are loc lustruirea, dar trebuie avut grijă să se prevină acumularea de vapori potențial explozibili.
Când scoateți amprenta din cameră, încercați să evitați să atingeți deloc amprenta, lăsând amprenta pe plută și scoțându-le pe amândouă din recipient. Orice punct în care amprenta a fost contactată va avea imperfecțiuni de suprafață, deoarece învelișul exterior va fi semidizolvat. Lăsați amprenta să evacueze complet orice solvent rămas înainte de a o manipula.
NOTA: Mulți solvenți aerosolizați și/sau atomizați sunt inflamabili/explozibili, iar vaporii de solvent pot fi dăunători pentru sănătatea umană. Fiți extrem de atenți dacă încălziți solvenții și întotdeauna neteziți printurile/stocați solventul într-un spațiu bine ventilat.
Pros
Cons
| Finisaj | ★ ★ ★ ★ ★ ☆ |
| Toleranțe | ★ ★ ☆ ☆ ☆ |
| Viteză | ★ ★ ★ ★ ☆ ☆ ☆ |
| Adecvat pentru | ABS (uneori PLA) |
Dipare
Kit de instrumente
- Solvent-recipient sigur
- Solvent
- Cârlig pentru ochi sau șurub mic
- Sârmă de sculptură sau de peisagistică de calibru mare
- Tiglă de uscare sau suport
- Mască pentru față &Mănuși rezistente la substanțe chimice
Proces: Asigurați-vă că recipientul care urmează să fie utilizat este suficient de lat și de adânc pentru a găzdui amprenta și solventul. Umpleți recipientul cu o cantitate adecvată de solvent, având grijă să reduceți la minimum orice stropire. Ca și în cazul netezitului cu vapori, acetona trebuie folosită pentru scufundarea ABS, iar MEK sau THF pot fi folosite pentru scufundarea PLA. PLA este destul de rezistent la netezirea cu solvent, astfel încât este posibil să fie nevoie de mai multe încercări pentru a obține rezultatul dorit. Pregătiți amprenta pentru scufundare prin înșurubarea unui cârlig cu ochi sau a unui șurub mic într-o suprafață discretă a amprentei. Înfășurați sârma prin ochiul cârligului sau în jurul șurubului, astfel încât amprenta să poată fi coborâtă în baie cu ajutorul sârmei. Dacă sârma este de calibru prea subțire, nu va putea contracara flotabilitatea amprentei și va face foarte dificilă o scufundare corectă.
După ce amprenta este pregătită, scufundați rapid întregul obiect în solvent pentru nu mai mult de câteva secunde folosind sârma. Scoateți amprenta și agățați sârma peste o tijă sau un suport de uscare pentru a permite solventului să se evapore complet de pe suprafață. Tiparul poate fi scuturat ușor după ce a fost scos pentru a facilita uscarea și pentru a se asigura că nu se adună solventul în adânciturile de pe suprafață.
Pro-tip: Dacă după ce s-a uscat, tiparul are o culoare opacă de culoare albicioasă, acesta poate fi suspendat deasupra băii de solvent pentru o perioadă de timp pentru a permite vaporilor de solvent care se evaporă să dizolve ușor suprafața. Acest lucru va reda culoarea tiparului și va asigura un strat exterior strălucitor.
Pro
Cons
| Finish | ★ ★ ★ ★ ★ ☆ |
| Toleranțe | ★ ☆ ☆ ☆ ☆ ☆ |
| Viteza | ★ ★ ★ ★ ☆ |
| Adecvată pentru | ABS (uneori PLA) |
Înveliș epoxidic

Kit de instrumente
- 2-.parte rășină epoxidică (cum ar fi XTC-3D)
- Aplicator cu pensulă de spumă
- Recipient de amestecare
- Șmirghel cu granulație 1000 sau mai mare
Procesare: După ce amprenta este șlefuită (șlefuirea mai întâi va produce rezultate finale mai bune), curățați complet amprenta cu o cârpă aderentă. Amestecați raportul corespunzător de rășină și întăritor, așa cum este specificat în instrucțiunile pentru rășină, asigurându-vă că totul este măsurat cu precizie. Rășinile epoxidice sunt exotermice atunci când sunt amestecate, așa că trebuie evitate recipientele din sticlă și recipientele compuse din materiale cu punct de topire scăzut. Se recomandă recipientele special concepute pentru amestecarea rășinilor epoxidice. Proporțiile necorespunzătoare vor crește timpul de uscare, iar epoxidicul s-ar putea să nu se întărească niciodată complet, rezultând un finisaj „lipicios”. XTC-3D este un strat de acoperire special conceput pentru imprimarea 3D, dar orice rășină epoxidică în 2 părți va funcționa bine pentru această aplicație, atâta timp cât este pregătită corespunzător. Amestecați temeinic rășina și întăritorul conform instrucțiunilor, folosind revoluții netede, pentru a minimiza numărul de bule de aer introduse în sistem. Puțină rășină epoxidică face mult, iar cele mai multe rășini epoxidice au un timp de lucru de numai 10-15 minute, așa că planificați în consecință.
Aplicați primul strat de rășină epoxidică folosind un aplicator din spumă și încercați să reduceți la minimum băltirea pe orice suprafețe încastrate sau detalii ale amprentei. Odată ce amprenta a fost acoperită suficient, lăsați epoxidicul să se întărească complet conform instrucțiunilor producătorului. Un prim strat poate fi suficient pentru a netezi amprenta, dar pentru un finisaj optim, amprenta trebuie șlefuită ușor cu șmirghel fin (granulație 1000 sau mai mare) pentru a elimina orice imperfecțiune. Îndepărtați orice praf cu o cârpă aderentă și aplicați un al doilea strat de epoxidic, urmând aceeași procedură.
Pros
Cons
| Finisaj | ★ ★ ★ ★ ★ ☆ |
| Toleranțe | ★ ☆ ☆ ☆ ☆ ☆ |
| Viteză | ★ ★ ★ ★ ★ ☆ |
| Adecvat pentru | Toate termoplasticele FDM |
Metal placat
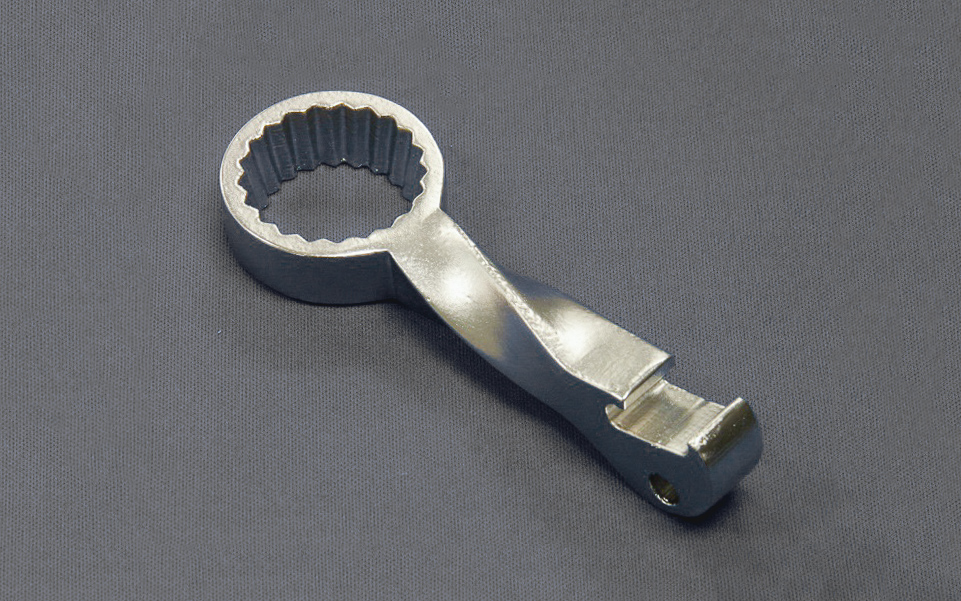
Un element structural imprimat prin FDM, placat cu nichel, acoperit de Repliform folosind tehnologia RepliKote.
Kit de instrumente (pentru placare la domiciliu)
- Soluție de electroformare – Soluția de electroformare poate fi preparată prin amestecarea unei săruri metalice cu un acid și apă, dar dacă măsurătorile nu sunt exacte și calitatea ingredientelor este foarte ridicată, este dificil să se obțină finisaje profesionale. Soluția Buyipremade (cum ar fi soluțiile Midas) va asigura că problemele de placare nu se datorează soluției.
- Anod de sacrificiu – Materialul anodului trebuie să se potrivească cu metalul din soluția de electroformare, astfel încât, dacă în soluție se folosește sulfat de cupru, atunci trebuie folosit un anod de cupru. Se poate folosi orice obiect din metalul de placare (cum ar fi cuprul pentru placarea cu cupru) sau se poate achiziționa o bandă subțire din metalul de placare, care este făcută special pentru galvanizare.
- Vopsea conductivă sau acetonă & grafit – Suprafața amprentei trebuie să fie conductivă pentru ca placarea să funcționeze, ceea ce se poate obține cu vopsea conductivă sau cu o soluție 1:1 de grafit și acetonă. Vopseaua conductivă va funcționa pentru orice material de imprimare, dar soluția de grafit cu acetonă va funcționa numai pentru ABS.
- Rectificator de putere – O baterie poate fi folosită în locul unui redresor de putere, dar o baterie nu este la fel de eficientă și nu va produce rezultate la fel de rapide sau consistente ca un redresor. Un redresor este, de asemenea, o opțiune mai sigură, deoarece poate fi pur și simplu rotitpentru a întrerupe fluxul de curent în timpul electrodepunerii.
- Șurub conductor sau cârlig de ochi
- Recipient neconductor
- Set de plumb
- Mănuși neconductoare și ochelari de protecție
- Soluțiile de electroformare sunt acide și pot provoca leziuni oculare dacă sunt stropite, așa că sunt necesare ochelari corespunzători. De asemenea, poate irita pielea și va conduce sarcina în timpul electrodepunerii, prin urmare mănușile neconductoare trebuie să fie folosite în permanență.
Proces: Placarea metalelor se poate face folosind galvanizarea la domiciliu, sau la un atelier profesionist. O placare corectă a metalelor necesită o cunoaștere solidă a materialelor, iar ceea ce se poate face acasă este limitat în comparație cu ceea ce poate realiza un atelier profesionist. Pentru finisaje superioare și o gamă mai largă de opțiuni de placare, inclusiv cromarea, utilizarea unui atelier profesionist este cea mai bună opțiune. Pentru mai multă claritate, procesul de galvanizare cu cupru va fi descris mai jos.
Electroplacarea la domiciliu se poate face folosind cupru sau nichel ca placă de bază, peste care se pot placa apoi alte metale. Este extrem de important ca suprafața imprimată să fie cât mai netedă posibil înainte de placare; orice neregularități și linii de strat vor fi evidențiate după procesul de placare. Pregătiți amprenta curățată și șlefuită pentru placare prin acoperirea plasticului cu un strat subțire de vopsea conductivă de înaltă calitate sau cu o soluție de acetonă și grafit dacă amprenta este din ABS. Lăsați stratul conductiv să se usuce complet și șlefuiți dacă este necesar pentru a asigura o suprafață netedă. Este extrem de important să se reducă la minimum contactul cu amprenta în acest moment sau să se poarte mănuși, deoarece uleiurile de pe piele vor afecta procesul de placare.
Inserați șurubul sau cârligul cu ochi într-o suprafață discretă a amprentei și atașați-l la unul dintre cablurile redresorului; acesta va servi drept catod și trebuie să fie conectat la terminalul negativ al redresorului. Atașați anodul de cupru la borna pozitivă a redresorului cu ajutorul celui de-al doilea cablu de alimentare și umpleți vasul ales cu suficientă soluție de electroformare a cuprului pentru a acoperi complet amprenta și anodul de cupru. Introduceți anodul în baie și porniți redresorul de putere. După ce redresorul este pornit, introduceți amprenta în baie, asigurându-vă că aceasta nu intră în contact cu anodul în niciun punct (fiți foarte atenți la acest pas, deoarece, odată ce amprenta este în baie, sistemul de placare este sub tensiune electrică și orice contact cu soluția sau cu anodul/catodul poate provoca răni). Setați redresorul de putere la 1-3 volți și permiteți ca placarea să aibă loc până când amprenta este complet acoperită. Tensiunea poate fi mărită pentru a crește timpul de placare, dar nu depășiți 5 volți. Pur și simplu opriți redresorul și îndepărtați amprenta după ce s-a depus un strat satisfăcător și uscați amprenta folosind prosoape din microfibră. Acoperiți amprenta cu un lac metalic odată uscată pentru a o proteja de coroziune.
Pros
Cons
| Finisaj | ★ ★ ★ ★ ★ ☆ |
| Toleranțe | ★ ★ ★ ★ ☆ ☆ | Viteză | ★ ★ ★ ★ ☆ |
| Potrivite pentru | Toate termoplasticele FDM |
.