În industria prelucrătoare de astăzi, titanul și aliajele sale au devenit elemente de bază în aplicațiile aerospațiale, medicale, auto și pentru arme de foc. Acest metal popular este rezistent la rugină și la substanțe chimice, este reciclabil și este extrem de puternic pentru greutatea sa. Cu toate acestea, există mai multe provocări care trebuie luate în considerare atunci când se prelucrează titanul și se selectează uneltele și parametrii adecvați pentru lucrare.
Varietăți de titan
Titanul este disponibil în multe varietăți, inclusiv aproape 40 de grade ASTM, precum și câteva aliaje suplimentare. Gradele de la 1 la 4 sunt considerate titan pur din punct de vedere comercial, cu cerințe diferite privind rezistența la tracțiune finală. Gradul 5 (Ti6Al4V sau Ti 6-4) este cea mai comună combinație, aliată cu 6 procente de aluminiu și 4 procente de vanadiu. Deși titanul și aliajele sale sunt adesea grupate împreună, există câteva diferențe cheie între ele, care trebuie observate înainte de a determina abordarea ideală de prelucrare.
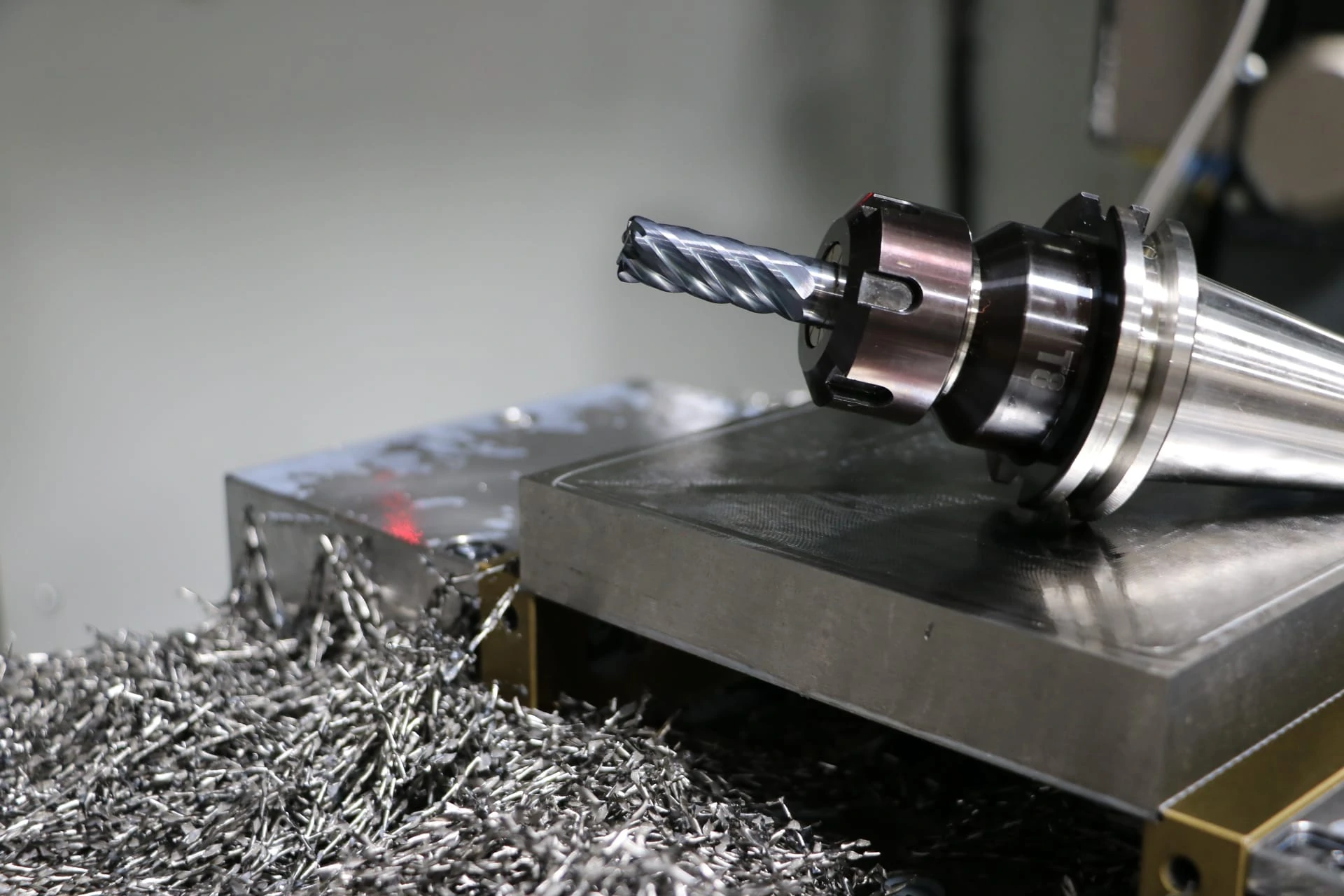
Freza HVTI de la Helical Solutions este o alegere excelentă pentru trasee de scule de înaltă eficiență în titan.
Preocupări legate de titan
Susținerea lucrului
Deși titanul poate avea proprietăți materiale mai dezirabile decât oțelul obișnuit, acesta se comportă, de asemenea, mai flexibil și, adesea, nu este la fel de rigid ca alte metale. Acest lucru necesită o prindere sigură a pieselor de lucru din titan și o configurație a mașinii cât mai rigidă posibil. Alte considerente includ evitarea tăierilor întrerupte și menținerea sculei în mișcare în toate momentele de contact cu piesa de prelucrat. Să zăbovești într-o gaură găurită sau să oprești o sculă lângă un perete profilat va face ca scula să frece – creând căldură în exces, călirea materialului și provocând uzura prematură a sculei.
Generarea de căldură
Căldura este un inamic formidabil, iar generarea de căldură trebuie luată în considerare atunci când se selectează vitezele și avansurile. În timp ce gradele de titan pur din punct de vedere comercial sunt mai moi și mai gumoase decât majoritatea aliajelor sale, adăugarea de elemente de aliere crește de obicei duritatea titanului. Acest lucru sporește preocupările privind căldura generată și uzura sculei. Menținerea unei încărcături mai mari de așchii și evitarea frecării inutile ajută la performanța sculei în cazul aliajelor de titan mai dure și va minimiza cantitatea de călire produsă. Alegerea unei turații mai mici, combinată cu o sarcină de așchiere mai mare, poate oferi o reducere semnificativă a temperaturii în comparație cu opțiunile de viteză mai mare. Datorită proprietăților sale de conducție redusă, menținerea temperaturilor la un nivel minim va exercita mai puține presiuni asupra sculei și va reduce uzura. Folosirea lichidului de răcire de înaltă presiune este, de asemenea, o metodă eficientă de reducere a generării de căldură la prelucrarea titanului.

Aceste capace de arbori cu came au fost realizate la comandă din titan pentru Mitsubishi Evos.
Fotografie realizată prin amabilitatea lui @RebootEng (Instagram)
Galoșarea și marginea încorporată
Următorul obstacol de luat în considerare este că titanul are o tendință puternică de a adera la o unealtă de tăiere, creând o margine încorporată. Aceasta este o problemă delicată care poate fi redusă prin utilizarea unor cantități copioase de lichid de răcire de înaltă presiune îndreptate direct spre suprafața de tăiere. Scopul este de a îndepărta așchiile cât mai repede posibil pentru a preveni retăierea așchiilor și de a menține canelurile curate și fără resturi. Galingul este o mare preocupare în cazul calităților de titan pur din punct de vedere comercial, din cauza naturii lor „gumoase”. Acest lucru poate fi abordat folosind strategiile menționate anterior, cum ar fi continuarea avansului în orice moment al contactului cu piesa de prelucrat și utilizarea unei cantități mari de lichid de răcire de înaltă presiune.
Soluții pentru titan
În timp ce preocupările principale la prelucrarea titanului și a aliajelor sale se pot schimba, metodele de atenuare a acestora rămân oarecum constante. Ideile principale sunt evitarea galopajului, generarea de căldură, călirea piesei de prelucrat și devierea piesei de prelucrat sau a sculei. Folosiți mult lichid de răcire la presiune ridicată, mențineți vitezele scăzute și avansurile ridicate, mențineți scula în mișcare atunci când este în contact cu piesa de prelucrat și folosiți o configurație cât mai rigidă posibil.
În plus, selectarea unei acoperiri adecvate a sculei poate contribui la succesul lucrării dumneavoastră. Având în vedere căldura ridicată care este generată în timpul operațiunilor de prelucrare a titanului, a avea un strat de acoperire care poate face față în mod adecvat temperaturii este esențial pentru a menține performanța pe parcursul unei operațiuni. Acoperirea adecvată va ajuta, de asemenea, la evitarea galoanelor și la evacuarea eficientă a așchiilor. Acoperirile, cum ar fi nitrură de aluminiu și titan (AlTiN Nano) de la Harvey Tool, produc un strat de oxid la temperaturi ridicate și vor crește lubrifierea sculei.
Ca urmare a creșterii continue a utilizării titanului și a numeroaselor sale aliaje în diverse industrii, tot mai mulți prelucrători vor fi însărcinați cu tăierea acestui material dificil. Cu toate acestea, gestionarea căldurii și evacuarea adecvată a așchiilor, atunci când sunt asociate cu acoperirea corectă, vor permite o execuție de succes.

.