Upplösning är en av de viktigaste faktorerna att ta hänsyn till när man överväger olika 3D-skrivare och sträcker sig längre än till den minsta lagerhöjd som många känner till. Faktum är att minsta lagerhöjd tenderar att vara en dålig representation av en 3D-skrivares kvalitet.
I den här guiden får du lära dig mer om var och en av de olika komponenterna som är förknippade med en 3D-skrivares upplösning. Vi kommer att gå igenom Z-upplösning, minsta funktionsstorlek, X/Y-upplösning och skiktens ovalitet för att få en fullständig bild av upplösningen i 3D-utskrift.
Z-upplösning
Det mest kända värdet som förknippas med en 3D-skrivares upplösning är den minsta Z-skikthöjden. 3D-skrivare konstruerar objekt lager för lager, och det här värdet beskriver tjockleken på ett av dessa lager. För de flesta FDM-maskiner är den minsta praktiska lagerhöjden 0,1 mm eller 100 mikron och för SLA-maskiner 0,025 mm eller 25 mikron.
Många FDM-tillverkare anger minsta Z-lagerhöjder så låga som 10 mikron. Även om detta är tekniskt möjligt är det opraktiskt att skriva ut så tunna lager som 10 mikrometer på FDM-maskiner. De flesta stegmotorer kan flytta plattformen med så lite som 10 mikrometer, men FDM-extruderare kan inte styra flödet av filament tillräckligt exakt för att ge rena resultat. Av denna anledning slutar utskrifter på 10 mikroner på FDM-maskiner ofta med att se sämre ut än utskrifter på 100 mikroner, även om de enskilda lagren kan vara finare.
När man ska använda tunnare lager
I många fall har användningen av tunnare lager få eller inga fördelar och tjänar bara till att öka utskriftstiden. Tunnare lager är mest användbara för att förbättra ytfinishen på delar som har diagonala eller böjda ytor. Formlabs har en bra illustration av detta koncept nedan.

Minimum Feature Size
För FDM-maskiner är minsta storlek en funktion av diametern på utskriftsmunstycket. Den vanligaste munstycksdiametern är 0,4 mm och ergo är den minsta funktionen som kan skrivas ut 0,4 mm. Många skrivare tillåter att munstyckena byts ut och uppgraderingar från tredje part kan köpas med så smala diametrar som 0,15 mm. Detta koncept gäller funktioner som står på egen hand, t.ex. torn och spikar, och är inte tillämpligt på komponenter som text som präglats på sidan av ett objekt. Vi kommer att gå djupare in på präglade funktioner i avsnittet ”X/Y-upplösning”.
Det är viktigt att komma ihåg att mindre funktioner lättare deformeras av värme vid FDM-utskrift. Höga och tunna torn misslyckas ofta eftersom värmen från den smälta plasten och munstycket gör att strukturerna mjuknar.

I SLA-skrivare är den minsta upplösningen av funktioner en funktion av laserns spotstorlek. Eftersom SLA-utskrift inte innebär samma termiska påfrestningar som FDM är höga tunna torn mer gångbara och små funktioner är lätt att lösa upp.
X/Y-upplösning
X/Y-upplösning bryter ner din skrivare till dess nakna hårdvara och bestäms av stegmotorns minsta rotation och maskinens mekanik. Lithofaner är användbara objekt för att förklara X/Y-upplösning.
En lithofan är en bild som har extruderats i tre dimensioner så att de mörka komponenterna i bilden är tjockare än de ljusa komponenterna. När ett ljus lyser igenom kommer tjockare delar av modellen att verka mörkare och den ursprungliga bilden framträder. Lär dig de 3 stegen för att skapa dina egna litofaner här!
Litofaner skrivs ut vertikalt snarare än platt på plattformen eftersom upplösningen i X- och Y-axeln ofta är bättre än upplösningen i Z-axeln. Nedan visas ett exempel på ett tvärsnitt av en litofan. X/Y-upplösningen beskriver den minsta möjliga avvikelsen för ditt munstycke eller din laserpunkt och faller ofta på skalan 16 mikrometer även om detta kan variera beroende på maskin.

Inom FDM-skrivare finns det andra faktorer att ta hänsyn till när man överväger X- och Y-upplösning. FDM-skrivare som använder en direktdriven extruderingsuppsättning bär med sig vikt ovanför munstycket som kan översättas till överdriven tröghet vid höga hastigheter. Detta leder till en effekt som kallas banding där vertikala avvikelser blir synliga i en modell och X/Y-upplösningen minskar. CoreXY-uppsättningar minskar denna effekt genom smart kinematik som gör X- och Y-axeln oberoende av en motor.
Layer Ovality
Layer ovality är en av de mer subtila parametrarna att ta hänsyn till när man överväger 3D-skrivarens upplösning. När lager deponeras vid FDM-utskrift får de yttre gränserna en oval form, vilket bidrar till en grövre ytfinish och dålig transparens.
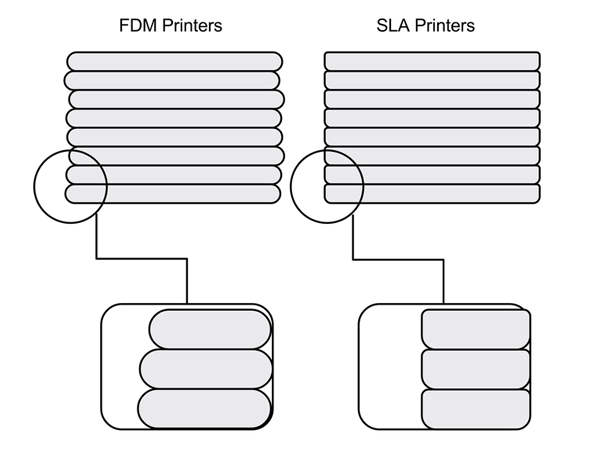
Lager som skapas med SLA-skrivare har i sig en mindre oval form än de som skapas med FDM. Laserbaserad stereolitografi skapar lager som är mer rektangulära, vilket ger en jämnare ytfinish och överlägsen transparens.
Slipning av delar är ett utmärkt sätt att minska ovaliteten hos de yttre lagren och förbättra ytfinishen. Beläggningar som XTC-3D fungerar genom att fylla luckorna mellan lagren för att producera en slät och transparent del. Taulman3D skapade en utmärkt illustration av denna effekt som du kan lära dig mer om på deras sida om T-glaseoptik.

Var och en av de fyra upplösningskomponenterna i 3D-utskrift påverkar den slutliga utskriftskvaliteten. Om du vill få en större förståelse för upplösning vid 3D-utskrift, särskilt när det gäller SLA, kan du läsa Formlabs inlägg What Does Resolution Mean in 3D Printing?
![]()
.