- Introduktion
- Understödsborttagning
- Standard avlägsnande av stöd
- Verktygssats
- Upplösligt avlägsnande av stöd
- Verktygssats
- Slipning
- Verktygssats
- Kallsvetsning
- Verktygssats
- Fyllning av luckor
- Verktygssats
- Polering
- Verktygssats
- Primning &målning
- Verktygssats
- Damputjämning
- Verktygssats
- Doppning
- Verktygssats
- Epoxibeläggning
- Verktygssats
- Metallplätering
- Verktygssats (för plätering i hemmet)
Introduktion
FDM 3D-utskrift lämpar sig bäst för kostnadseffektiva prototyper som produceras med kort ledtid. Skiktlinjer förekommer i allmänhet på FDM-utskrifter vilket gör efterbehandling till ett viktigt steg om en slät yta krävs. Vissa efterbehandlingsmetoder kan också ge utskrifterna styrka och bidra till att mildra det anisotropa beteendet hos FDM-delar.
Denna artikel kommer att diskutera de vanligaste efterbehandlingsmetoderna för FDM.

Nyfiken på kostnaden och de tillgängliga materialalternativen för FDM?
Få en omedelbar offertVisa alla FDM-material
Understödsborttagning
Understödsborttagning är vanligtvis det första steget i efterbehandlingen för alla 3D-utskriftstekniker som kräver understöd för att kunna producera delar på ett korrekt sätt. Stödet kan i allmänhet delas in i 2 kategorier; standard och upplösbart. Till skillnad från de andra efterbehandlingsmetoder som diskuteras i den här artikeln är avlägsnande av stöd ett obligatoriskt krav och ger ingen förbättrad ytfinish.
Standard avlägsnande av stöd
Verktygssats
- Nåltång
- Tandhuggarset
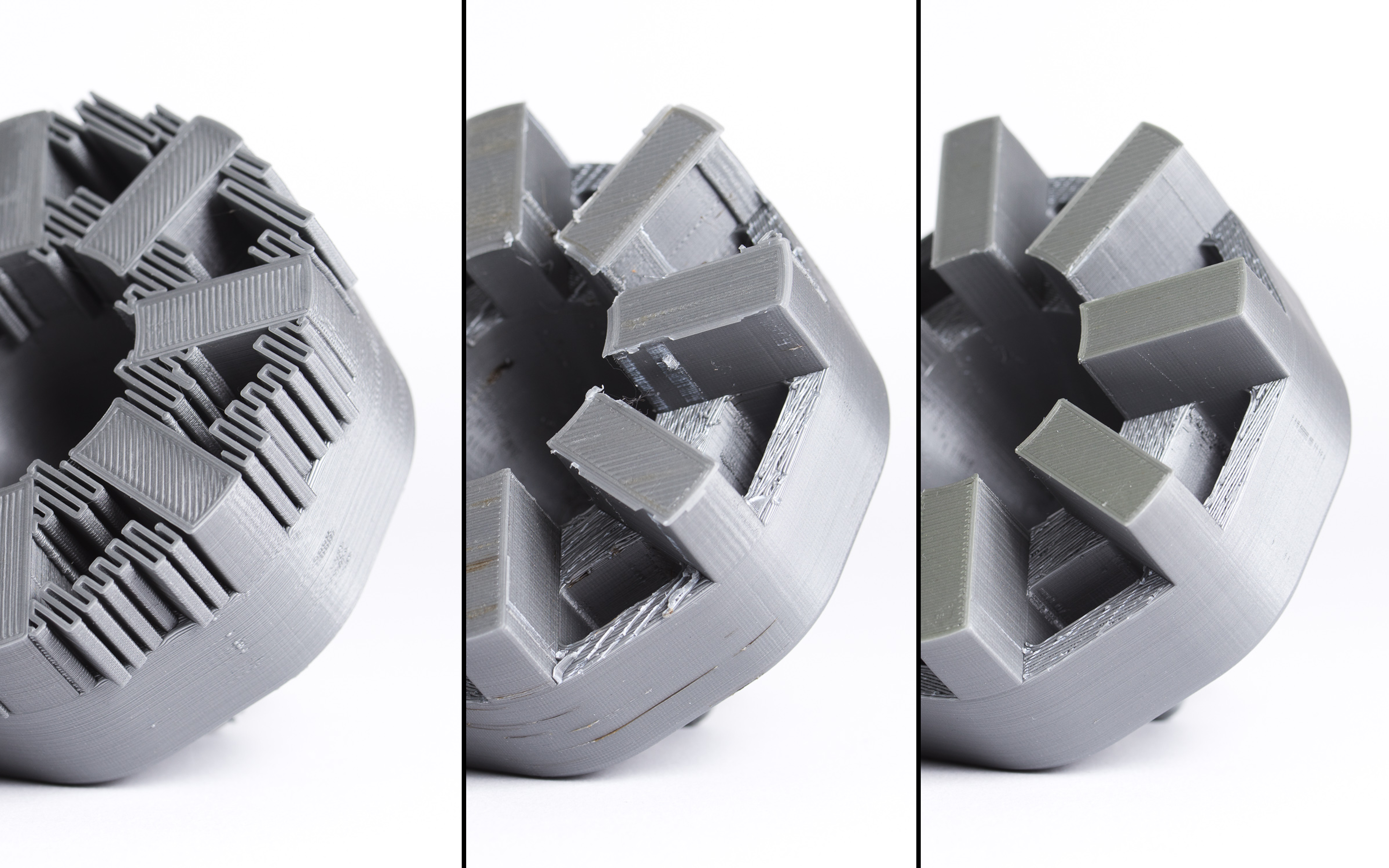
Process: Stödmaterial kan i allmänhet avlägsnas från utskriften med liten ansträngning, och rengöring av stödmaterial på svåråtkomliga ställen (t.ex. hål eller håligheter) kan åstadkommas med hjälp av tandplockare och nåltänger. Välplacerade stödstrukturer och korrekt utskriftsorientering kan kraftigt minska stödmaterialets estetiska inverkan på den slutliga utskriften.
Pros
Konsekvenser
| Finish | ★ ☆ ☆ ☆ ☆ |
| Toleranser | ★ ★ ☆ ☆ ☆ ☆ |
| Speed | ★ ★ ★. ★ ★ ☆ |
| Lämplig för | Alla FDM-termoplaster |
Upplösligt avlägsnande av stöd
Verktygssats
- Solvent-säker behållare
- Lösningsmedel
- Ultrasonic Cleaner (valfritt)
Process: Standardupplösbara stödmaterial avlägsnas från en utskrift genom att placera utskriften i ett bad med lämpligt lösningsmedel tills stödmaterialet löses upp. Stödet skrivs vanligtvis ut i:
- HIPS (vanligtvis förknippat med ABS)
- PVA (vanligtvis förknippat med PLA)
- HydroFill
Glasförvaringsbehållare, som t.ex. en mason jar, är utmärkta kärl för att lösas upp med Limonene. För upplösning i vatten fungerar alla icke porösa behållare. För HIPS/ABS-utskrifter fungerar ett bad i ett 1:1-förhållande av (R)-(+)-limonen och isopropylalkohol mycket bra för snabb borttagning av stöd. Många andra stödmaterial, t.ex. PVA (som används med PLA) och HydroFill (PLA och ABS), löses helt enkelt upp i vanligt vatten.
Pro-tips: Öka upplösningstiden för lösligt stödmaterial genom att använda en ultraljudsrengöringsapparat och byta lösningsmedelslösning när den blir mättad med löst stödmaterial. Användning av ett varmt (inte hett) lösningsmedel påskyndar också upplösningstiden om en ultraljudsrengörare inte finns tillgänglig.
Pros
Konsekvenser
| Finish | ★ ★ ★ ☆ ☆ |
| Toleranser | ★ ★ ☆ ☆ ☆ |
| Snabbhet | ★ ★ ★ ★ ☆ |
| Lämplig för | Alla FDM-termoplaster |
Slipning

Verktygssats
- 150, 220, 400, 600, 1000 och 2000 korn sandpapper
- Tackduk
- Tandborste
- Tvål
- Såpa
- Ansiktsmask
Process: Efter att stöden avlägsnats eller upplösts kan slipning göras för att jämna ut delen och avlägsna uppenbara oegentligheter, t.ex. klumpar eller stödmärken. Sandpapprets startkorn beror på skikthöjden och utskriftskvaliteten; för skikthöjder på 200 mikrometer och lägre, eller utskrifter utan skönhetsfläckar, kan slipningen påbörjas med korn 150. Om uppenbara fläckar förekommer, eller om objektet har skrivits ut med en skikthöjd på 300 mikrometer eller högre, bör slipningen påbörjas med 100 grit.
Slipningen bör fortsätta upp till 2000 grit, enligt gängse slipgraderingar (ett tillvägagångssätt är att gå från 220 grit till 400 grit, till 600 grit, till 1000 grit och slutligen till 2000 grit). Det rekommenderas att våtslipa utskriften från början till slut, för att förhindra att friktion och värmeutveckling skadar detaljen och för att hålla sandpappret rent. Utskriften bör rengöras med en tandborste och tvålvatten och sedan med en torkduk mellan sandningsgraderna för att förhindra att damm byggs upp och ”klumpar ihop sig”. FDM-delar kan slipas upp till 5 000 korn för att uppnå en slät, glänsande yta.
Pro-tips: Slipa alltid i små cirkulära rörelser jämnt över delens yta. Det kan vara frestande att slipa vinkelrätt mot trycklagren, eller till och med parallellt med trycklagren, men detta kan leda till att ”rännor” bildas i detaljen. Om detaljen missfärgas, eller om det finns många små repor från slipning, kan en värmepistol användas för att försiktigt värma utskriften och mjuka upp ytan tillräckligt för att ”slappna av” en del av defekterna.
Pros
Konsekvenser
| Finish | ★ ★ ★ ★ ★ ☆ |
| Toleranser | ★ ★ ★. ★ ☆ ☆ |
| Snabbhet | ★ ★ ☆ ☆ ☆ |
| Tillämplig för | Alla FDM-termoplaster |
Kallsvetsning
Verktygssats
- Aceton
- Applikator för skum
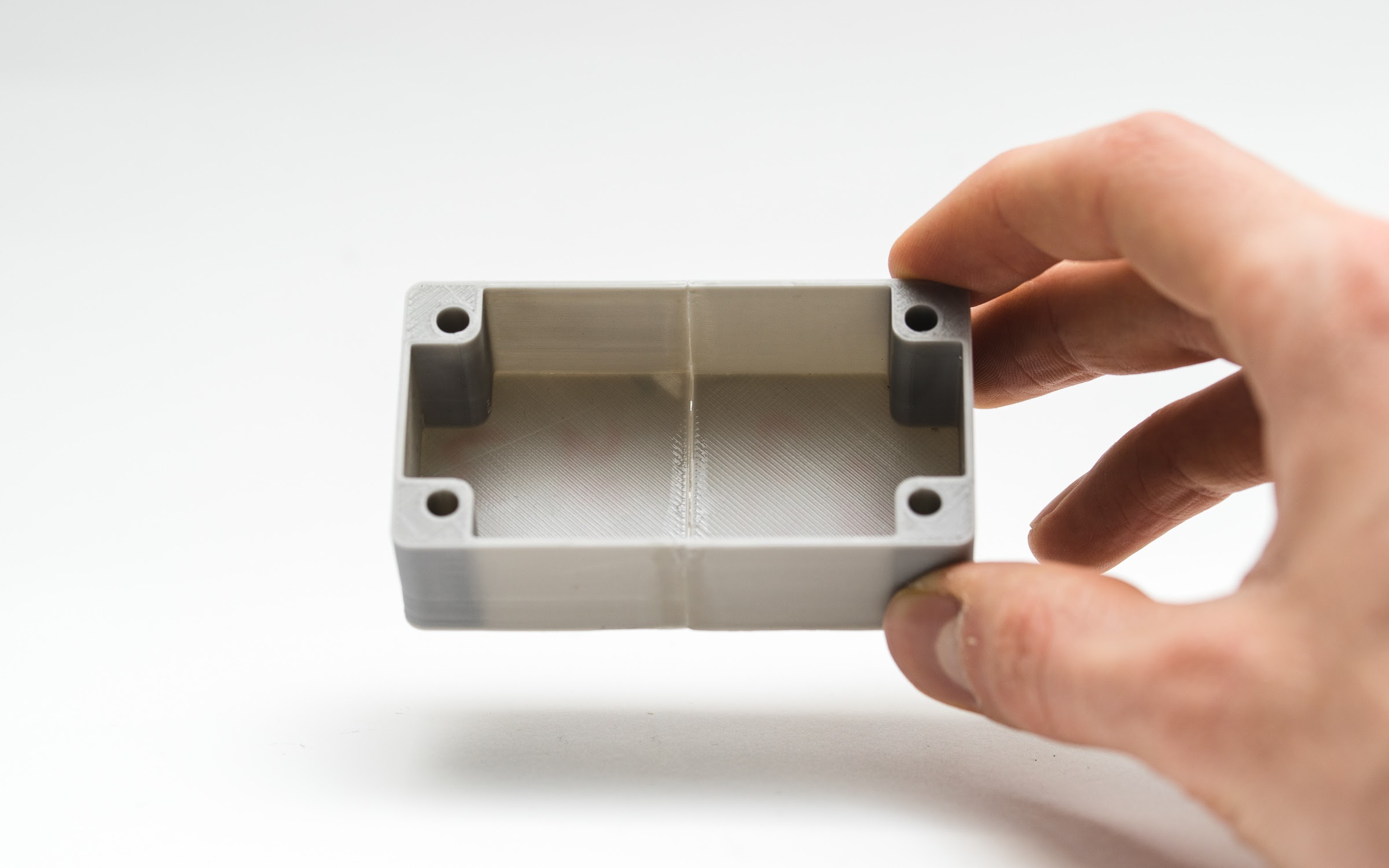
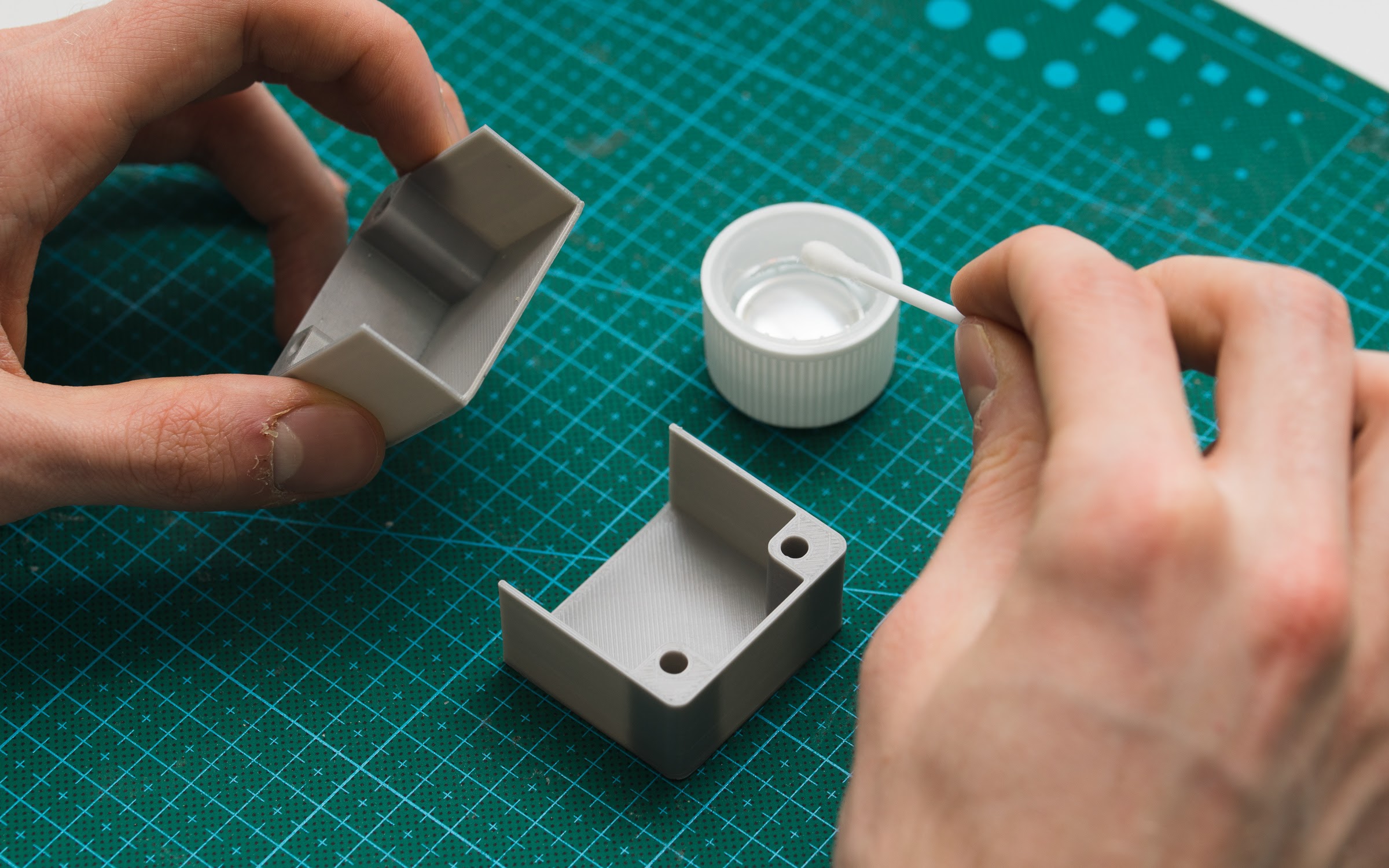
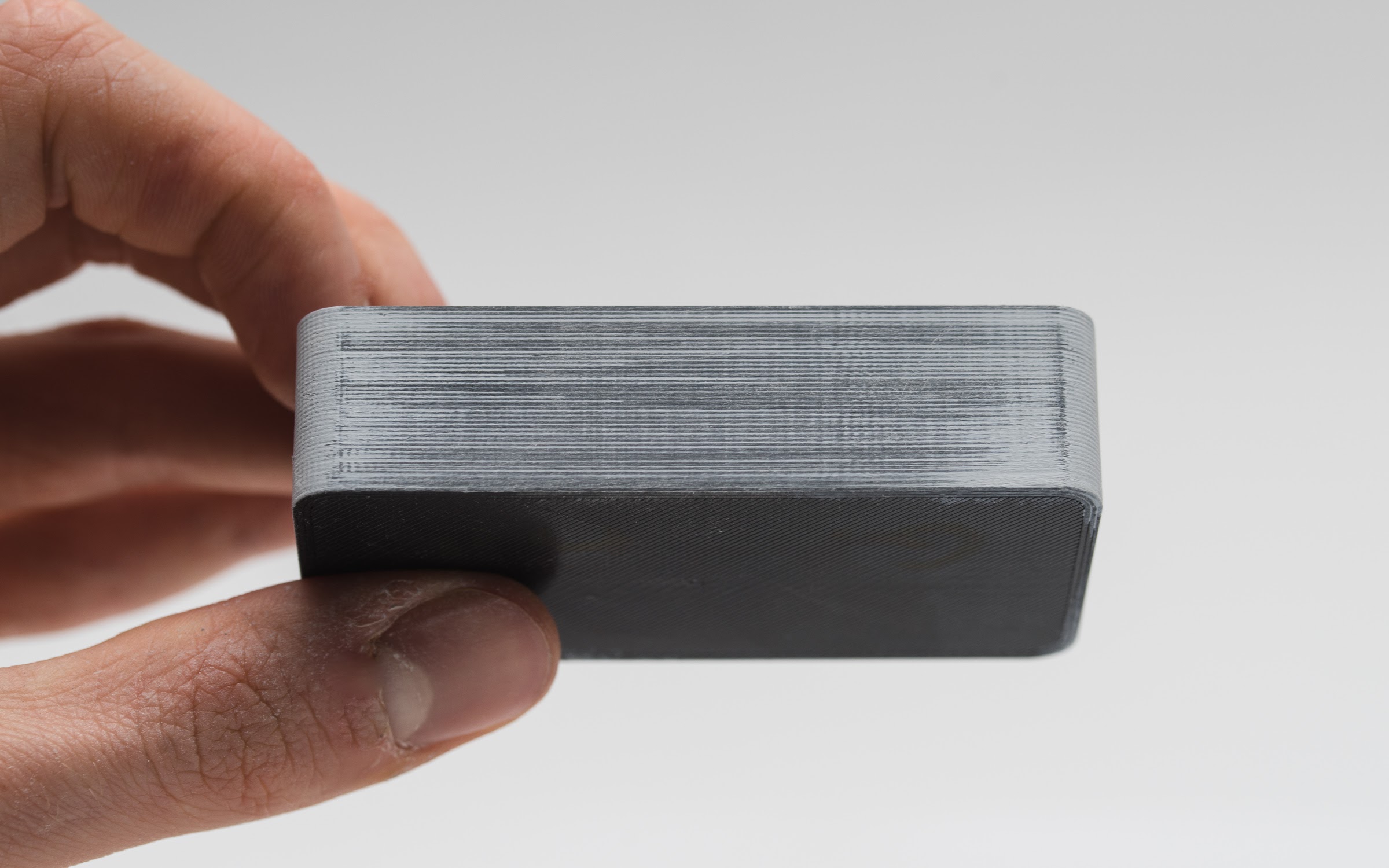
Process: När storleken på utskriften överskrider skrivarens maximala volym delas konstruktionen ofta upp i mindre delar och sätts ihop efter utskriften. För PLA och andra material kan monteringen ske med hjälp av Bond-O eller ett lämpligt lim (valet av lim beror på plasten). För ABS kan sammansättningar i flera delar ”svetsas ihop” med aceton. De sammanfogade ytorna måste borstas lätt med aceton och hållas fast ihop, eller om möjligt klämmas fast, tills större delen av acetonet har avdunstat. Vid denna tidpunkt är de två delarna kemiskt bundna till varandra.
Pro-tips: Om du ökar den yta som acetonetonen kommer i kontakt med ökar hållfastheten på skarven. Detta kan göras genom att införliva sammanfogade fogar i konstruktionen.
Pros
Konsekvenser
| Finish | ★ ★ ☆ ☆ ☆ |
| Toleranser | ★ ★ ☆ ☆ ☆ ☆ |
| Snabbhet | ★ ★ ★ ★ ★ ★ ★ |
| Gör sig bra för | ABS |
Fyllning av luckor
Verktygssats
- Epoxiharts (endast för små håligheter)
- Autobody filler (för stora håligheter och sammanfogning)
- ABS filament & aceton (endast för små håligheter och ABS-utskrifter)
Process: Efter slipning av en utskrift eller upplösning av lösliga stöd är det inte ovanligt att det uppstår luckor på utskriften. Under utskrift bildas luckor när lagren är ofullständiga på grund av begränsningar i verktygsbanan och är ofta oundvikliga. Små luckor och tomrum kan lätt fyllas med epoxi (som XTC-3D) och kräver kanske inte ytterligare bearbetning. Stora luckor eller håligheter som uppstår vid sammanfogning av en sammansättning med flera utskrifter kan med framgång fyllas med autobody filler som kräver ytterligare slipning när det är torrt. Autobody filler är ett utmärkt fyllmedel och kan lätt slipas och målas när det är helt härdat. Det är också mycket starkt och försvagar inte plasten i det omgivande området; tvärtom tenderar delar som sammanfogats med autobody filler eller fyllda håligheter att vara starkare än den ursprungliga plasten.
Håligheter i en ABS-utskrift kan också fyllas genom att skapa en slam av ABS-filament och aceton, som reagerar kemiskt med ABS-utskriften och sipprar in i eventuella håligheter i ytan. Ett förhållande på 1 del ABS till 2 delar aceton rekommenderas, och kommer inte att påverka ytfinishen runt gapet nämnvärt om det appliceras på rätt sätt.
Pro-tips: Om det är uppenbart att det finns luckor i utskriften före slipning, fyll utrymmena med Bond-O eller epoxi och slipa sedan när det är torrt. Detta minskar kraftigt den totala tiden som krävs för att uppnå en slät yta.
Pros
Minus
| Finish | ★ ★ ☆ ☆ ☆ |
| Toleranser | ★ ★ ★ ★. ☆ ☆ |
| Snabbhet | ★ ★ ★ ★ ☆ ☆ |
| Lämplig för | Alla FDM-produkter termoplaster |
Polering
Verktygssats
- Plastisk polermassa
- 2000 kornigt sandpapper
- Tackduk
- Tandborste
- Buffinghjul eller mikrofiberduk
Process: Efter slipning av ett tryck kan en plastpolish appliceras för att ge vanliga termoplaster, som ABS och PLA, en spegelblank ytfinish. När utskriften har slipats upp till 2000 korn, torka bort överflödigt damm från utskriften med en vidhäftningsduk och rengör sedan utskriften i varmt vattenbad med en tandborste. Låt utskriften torka helt och hållet och polera med hjälp av en polerskiva eller för hand med en mikrofiberduk och plastpolermassa, t.ex. Blue Rouge. Blue Rogue är en typ av juvelerarmassa som är särskilt utformad för plast och syntetmaterial och ger en långvarig ytglans. Andra plastpolermedel, t.ex. för fordonsstrålkastare, fungerar lika bra, men vissa kan innehålla kemikalier som kan skada utskriftsmaterialet.
Pro-tips: Fäst en polerskiva på en Dremel med variabel hastighet (eller ett annat roterande verktyg, t.ex. en borrmaskin) för polering av små utskrifter. En bänkslipmaskin utrustad med en polerskiva kan användas för större och mer robusta utskrifter, men se till att utskriften inte stannar på samma ställe för länge. Detta kan leda till att plasten smälter på grund av friktionen.
Pros
Minus
| Finish | ★ ★ ★ ★ ★ ★ |
| Toleranser | ★. ★ ★ ☆ ☆ |
| Snabbhet | ★ ★ ★ ☆ ☆ ☆ |
| Gör sig bra för | Alla FDM-termoplaster |
Primning &målning

Verktygssats
- Tackduk
- Tandborste
- 150, 220, 400 och 600 korn sandpapper
- Aerosol plastprimer
- Toppfärg
- Buffing sticks
- Poleringspapper
- Maskningstejp (endast om flera färger ska användas)
- Nitrilhandskar & lämplig mask
Process: När utskriften är ordentligt slipad (behöver bara gå upp till 600 korn för målning) kan utskriften grundmålas. Grundfärgningen bör göras i två skikt med hjälp av en aerosolgrundfärg. En aerosolprimer avsedd för modellmålning ger en jämn täckning och är tillräckligt tunn för att säkerställa att detaljerna i avtrycket inte döljs innan målningen påbörjas. Tjock primer, t.ex. den som kan köpas i en järnaffär, kan klumpa ihop sig och kräva en betydande slipning. Spraya det första lagret i korta snabba drag, ungefär 15-20 cm från detaljen, för att undvika att primern samlas ihop. Låt primern torka och slipa eventuella ojämnheter med 600 korns sandpapper. Applicera det sista skiktet primer i lätta snabba drag, återigen med stor försiktighet för att undvika pooling.
När primeringen är klar kan målningen påbörjas. Du kan måla med akrylfärger och penslar, men om du använder en airbrush eller en aerosolburk får du en jämnare yta. Sprayfärg från en järnaffär har en tjockare viskositet och är svårare att kontrollera, så man bör använda färger som är särskilt avsedda för modellmålning. Den grundade ytan bör poleras och poleras (polerings- och poleringspinnar som används av nagelsalonger kan köpas på nätet och fungerar perfekt för detta ändamål) och sedan rengöras med en torkduk. Måla modellen med mycket lätta lager; de första lagren kommer att se genomskinliga ut. När färgen bildar ett ogenomskinligt lager (vanligtvis efter 2-4 lager), låt modellen stå i 30 minuter så att färgen kan stelna. Polera försiktigt färglagret med nagelstickorna och följ denna process för varje önskad färg (polera mellan varje färglager).
Det går att maskera delar av modellen med målartejp för att bevara grundfärgen om så önskas. När alla färglager är färdiga tar du bort maskerna och polerar färgen med hjälp av polerpapper. Poleringspapper, t.ex. från 3M eller Zona, kan köpas i olika kornstorlekar och är en relativt ny produkt. Det kan köpas som en förpackning från många onlineåterförsäljare och ger färg, liksom toppskikt, en glans som annars inte är lätt att uppnå. Applicera 1-2 lager av en topplack för att skydda färgen och låt den torka helt och hållet. Toppskiktet bör väljas i enlighet med rekommendationerna från tillverkaren av den använda färgen. Inkompatibla topplack- och färgskikt kan förstöra målningen, så det är mycket viktigt att kompatibilitet säkerställs här.
Pro-tips: När du använder aerosolfärg får du inte skaka burken! Målet är att blanda pigmentet eller primern utan att skaka upp drivmedlet, vilket skulle resultera i bubblor i sprayen. Virvla i stället burken i 2-3 minuter; blandningskulan ska rulla som en kula i stället för att skramla.
Pros
Konsekvenser
| Finish | ★ ★ ★ ★ ★ |
| Toleranser | ★ ★ ★ ☆ ☆ |
| Speed | ★. ☆ ☆ ☆ |
| Lämplig för | Alla FDM-termoplaster |
Damputjämning

Verktygssats
- Tackduk
- Solventskyddad förseglingsbar behållare
- Lösningsmedel
- Pappershanddukar
- Aluminiumfolie (eller annan lösningsmedels-
- Ansiktsmask & kemikaliebeständiga handskar
Process: Fyll den valda behållaren med pappershanddukar längs botten och uppför sidoväggarna om det är möjligt. Det är viktigt att ångorna inte äventyrar själva kammaren och att kammaren kan förseglas. Glas- och metallbehållare rekommenderas. Häll i tillräckligt med lösningsmedel för att fukta, men inte blöta, pappershanddukarna; detta bör också hjälpa handdukarna att fästa på behållarens sidoväggar. Aceton är välkänt för sin förmåga att släta ut ABS. För PLA är det möjligt att jämna ut med olika lösningsmedel (THF eller MEK fungerar hyfsat) men det är generellt sett svårare att få en slät yta jämfört med ABS. När du arbetar med något lösningsmedel bör du kontrollera säkerhetsföreskrifterna för kemikalien och alltid använda lämpliga säkerhetsåtgärder. En liten ”flotte” av aluminiumfolie, eller annat lösningsmedelsbeständigt material, bör placeras i mitten av den pappershandduksfodrade behållaren. Placera trycket på flotten (med den sida som valts som botten vilande på flotten) och stäng behållarens lock. Vaporpolering kommer att ta olika lång tid, så kontrollera avtrycket med jämna mellanrum. Värme kan användas för att öka hastigheten med vilken poleringen sker, men man måste vara försiktig så att det inte bildas potentiellt explosiva ångor.
När du tar bort avtrycket från kammaren, försök att undvika att röra avtrycket överhuvudtaget genom att låta avtrycket ligga på flotten och ta bort båda från behållaren. Alla punkter där avtrycket har berörts kommer att ha ytfel, eftersom det yttre skalet kommer att vara halvt upplöst. Låt avtrycket helt avgasa eventuella återstående lösningsmedel innan det hanteras.
OBS: Många aerosoliserade och/eller atomiserade lösningsmedel är brandfarliga/explosiva, och lösningsmedelsångor kan vara skadliga för människors hälsa. Var ytterst försiktig vid uppvärmning av lösningsmedel och jämna alltid utskrifter/förvara lösningsmedel i ett välventilerat utrymme.
Pros
Minus
| Finish | ★ ★ ★ ★ ☆ |
| Toleranser | ★ ★ ☆ ☆ ☆ ☆ |
| Speed | ★ ★ ★ ★ ☆ ☆ |
| Lämplig för | ABS (ibland PLA) |
Doppning
Verktygssats
- Solvent-säker behållare
- Lösningsmedel
- Ögonkrok eller liten skruv
- Tung skulptur- eller landskapstråd
- Torkstång eller -ställ
- Ansiktsmask & kemikaliebeständiga handskar
Process: Se till att den behållare som ska användas är tillräckligt bred och djup för att rymma trycket och lösningsmedlet. Fyll behållaren med en lämplig mängd lösningsmedel och var noga med att minimera eventuella stänk. Liksom vid ångutjämning bör aceton användas för doppning av ABS, och MEK eller THF kan användas för doppning av PLA. PLA är ganska motståndskraftig mot utjämning med lösningsmedel, så det kan ta flera försök att uppnå önskat resultat. Förbered utskriften för doppning genom att skruva in en ögonkrok eller en liten skruv i en diskret yta på utskriften. Slinga tråden genom krokens öga eller runt skruven så att utskriften kan sänkas ner i badet med hjälp av tråden. Om tråden är för tunn, kommer den inte att kunna motverka tryckets flytkraft och göra det mycket svårt att göra en korrekt doppning.
När trycket är förberett, sänker du snabbt ner hela objektet i lösningsmedlet i högst några sekunder med hjälp av tråden. Ta bort avtrycket och haka fast tråden över en torkstång eller ett torkställ så att lösningsmedlet kan avdunsta helt från ytan. Avtrycket kan skakas försiktigt efter avlägsnandet för att underlätta torkningen och se till att inget lösningsmedel samlas i fördjupningar på ytan.
Pro-tips: Om avtrycket efter torkning har en ogenomskinlig vitaktig färg kan det hängas upp över lösningsmedelsbadet under en viss tid för att låta den avdunstande lösningsmedelsånga som avdunstar lösa upp ytan något. Detta återställer utskriftens färg och säkerställer ett glänsande yttre skikt.
Pros
Konsekvenser
| Finish | ★ ★ ★ ★ ★ ☆ |
| Toleranser | ★ ☆ ☆ ☆ ☆ |
| Snabbhet | ★ ★ ★ ★ ★ ☆ ☆ |
| Släkt för | ABS (ibland PLA) |
Epoxibeläggning

Verktygssats
- 2-del epoxiharts (t.ex. XTC-3D)
- Skumborsteapplikator
- Blandningsbehållare
- Sandpapper med kornstorlek 1000 eller högre
Process: När utskriften är slipad (slipning först ger bättre slutresultat), rengör utskriften helt och hållet med en torkduk. Blanda rätt förhållande mellan harts och härdare enligt anvisningarna för harts, se till att allt är exakt mätt. Epoxihartser är exotermatiska när de blandas, så glasbehållare och behållare som består av material med låg smältpunkt bör undvikas. Behållare som är särskilt utformade för blandning av epoxihartser rekommenderas. Felaktiga proportioner ökar torktiden, och epoxyn kanske aldrig härdar helt och hållet, vilket resulterar i en ”klibbig” yta. XTC-3D är en specialiserad beläggning avsedd för 3D-utskrift, men alla 2-komponents epoxihartser fungerar bra för den här tillämpningen så länge de förbereds på rätt sätt. Blanda noggrant hartset och härdaren enligt instruktionerna med jämna varv för att minimera antalet luftbubblor som förs in i systemet. Lite epoxi räcker långt, och de flesta epoxier har bara en arbetstid på 10-15 minuter så planera därefter.
Applicera det första lagret epoxi med hjälp av en skumapplikator, och försök att minimera pooling på eventuella försänkta ytor eller detaljer i utskriften. När utskriften har fått tillräckligt med lager, låt epoxyn helt härda enligt tillverkarens anvisningar. Ett första lager kan vara tillräckligt för att jämna ut trycket, men för en optimal finish bör trycket slipas lätt med fint sandpapper (1000 korn eller högre) för att avlägsna eventuella ojämnheter. Avlägsna eventuellt damm med en vidhäftande trasa och applicera ett andra lager epoxi enligt samma procedur.
Pros
Minus
| Finish | ★ ★ ★ ★ ☆ |
| Toleranser | ★ ☆ ☆ ☆ ☆ ☆ |
| Snabbhet | ★ ★ ★ ★ ★ ☆ |
| Lämplig för | Alla FDM-termoplaster |
Metallplätering
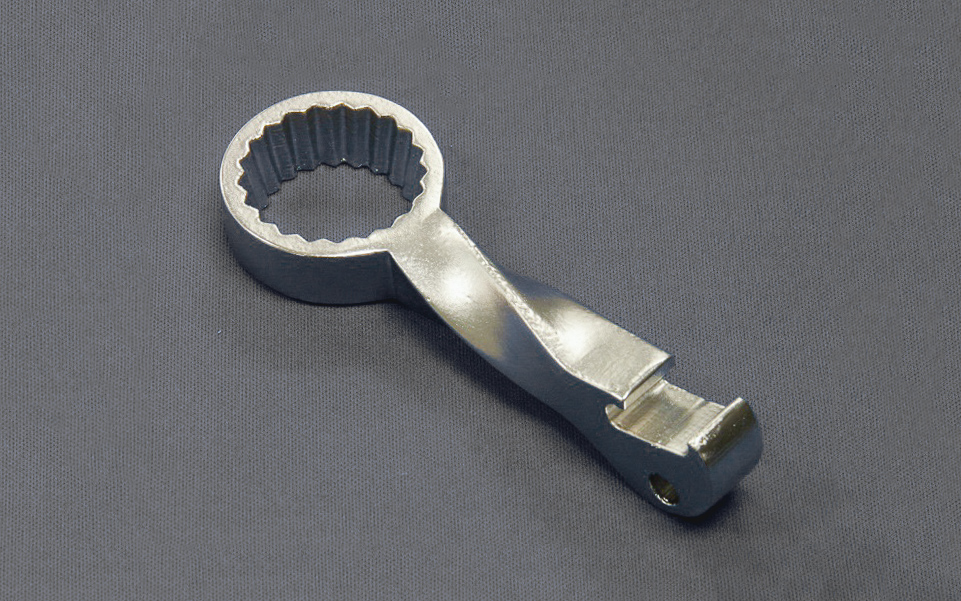
En nickelpläterad, FDM-printad konstruktionsdel belagd av Repliform med RepliKote Technology.
Verktygssats (för plätering i hemmet)
- Elektroformningslösning – Elektroformningslösning kan tillverkas genom att blanda ett metallsalt med en syra och vatten, men om inte måtten är exakta och ingredienskvaliteten är mycket hög, är det svårt att uppnå professionell finish. Buyipremade lösningar (t.ex. Midas lösningar) säkerställer att pläteringsproblem inte beror på lösningen.
- Sakrifikationsanod – Anodens material måste matcha metallen i elektroformningslösningen, så om kopparsulfat används i lösningen måste en kopparanod användas. Alla föremål som är tillverkade av pläteringsmetallen kan användas (t.ex. koppar för kopparplätering), eller så kan man köpa en tunn remsa av pläteringsmetallen som är gjord speciellt för elektroplätering.
- Ledande färg eller aceton &grafit – Ytan på trycket måste vara ledande för att plätering ska fungera, vilket kan åstadkommas med ledande färg eller en 1:1-lösning av grafit och aceton. Den ledande färgen fungerar för alla typer av tryckmaterial, men aceton-grafitlösningen fungerar endast för ABS.
- Ett likriktare – Ett batteri kan användas i stället för en likriktare, men ett batteri är inte lika effektivt och ger inte lika snabbt eller konsekventa resultat som en likriktare. En likriktare är också ett säkrare alternativ, eftersom den helt enkelt kan vridas för att bryta strömflödet under elektroplätering.
- Ledande skruv eller ögonkrok
- Nej ledande kärl
- Bledningsuppsättning
- Nej ledande handskar och skyddsglasögon
- Elektroformningslösningar är sura och kan orsaka ögonskador om de stänks, så lämpliga skyddsglasögon är nödvändiga. Den kan också irritera huden och leder laddning vid elektroplätering, därför ska icke-ledande handskar alltid användas.
Process: Metallplätering kan göras med hjälp av elektroplätering hemma eller i en professionell butik. En korrekt metallplätering kräver en stark kunskap om material, och det som kan göras hemma är begränsat i jämförelse med vad en professionell verkstad kan åstadkomma. För en överlägsen finish och ett bredare utbud av pläteringsalternativ, inklusive kromning, är det bästa alternativet att anlita en professionell verkstad. För tydlighetens skull kommer processen för elektroplätering med koppar att beskrivas nedan.
Elektroplätering hemma kan göras med koppar eller nickel som grundplatta, till vilken andra metaller sedan kan pläteras över. Det är av avgörande betydelse att tryckytan är så slät som möjligt före plätering; eventuella ojämnheter och skiktlinjer kommer att framhävas efter pläteringsprocessen. Förbered det rengjorda och slipade trycket för plätering genom att belägga plasten med ett tunt lager ledande färg av hög kvalitet, eller en lösning av aceton och grafit om trycket är ABS. Låt den ledande beläggningen torka helt och hållet och slipa vid behov för att få en slät yta. Det är av yttersta vikt att minimera kontakten med utskriften vid detta tillfälle eller bära handskar, eftersom oljor från huden kommer att påverka pläteringsprocessen.
Sätt in skruven eller ögonkroken i en diskret yta på utskriften och fäst den vid en av likriktarens ledningar; denna kommer att fungera som katod och måste anslutas till likriktarens negativa terminal. Anslut kopparanoden till likriktarens positiva terminal med hjälp av den andra strömkabeln, och fyll det valda kärlet med tillräckligt mycket kopparelektroformningslösning för att helt täcka avtrycket och kopparanoden. Sätt in anoden i badet och slå på strömriktaren. När likriktaren är påslagen sätter du in utskriften i badet och ser till att den inte kommer i kontakt med anoden på något ställe (var mycket försiktig i detta steg, för när utskriften väl är i badet är pläteringssystemet elektriskt spänningsförande och all kontakt med lösningen eller anod/katod kan orsaka skador). Ställ in likriktaren på 1-3 volt och låt plätering ske tills utskriften är helt belagd. Spänningen kan ökas för att öka pläteringstiden, men överskrid inte 5 volt. Stäng helt enkelt av likriktaren och ta bort avtrycket när en tillfredsställande beläggning har avsatts och torka avtrycket med hjälp av mikrofiberhanddukar. Belägg utskriften med en metalllack när den är torr för att skydda mot korrosion.
Pros
Kons
| Finish | ★ ★ ★ ★ ★ ☆ |
| Toleranser | ★ ★ ★ ☆ ☆ |
| Snabbhet | ★ ★ ★ ★ ★ ☆ |
| Lämplig för | Alla FDM-termoplaster |