
I det längsta hade jag en liten och udda samling snidverktyg som jag använde för att snida basrullar, och jag utökade den nyligen genom att köpa en fin, begagnad uppsättning av Marples från eBay. Verktygen är ganska gamla och var i oanvändbart skick när jag fick dem. Centrarna på skärkanterna på alla verktygen var antingen helt nedslitna eller faktiskt utspruckna, men verktygen hade fortfarande de grova gryniga reporna från den tid då verktygen ursprungligen slipades på fabriken. Det var ganska uppenbart att den som ägde verktygen aldrig vässade dem, utan bara använde dem precis som de kom ut ur lådan tills de inte längre var användbara. Så hela samlingen av verktyg behövde en fullständig slipning, från att skapa skärkanter, genom att hona dessa kanter skarpa, till att polera dem så att de fungerar smidigt. Jag passade på att ta några fotografier under arbetet och att skriva ner några anteckningar. Denna sida är resultatet av detta dokumentationsarbete.
Ett ord om terminologin. Det är uppenbart att processen för att få ett verktyg till användbar form utgör ett kontinuum och att termerna slipning, slipning och polering beskriver vissa områden längs detta kontinuum. På den här sidan använder jag termen skärpning för att täcka de operationer som upprättar ett verktygs skärkant, men som förmodligen gör att den inte är tillräckligt skarp för att kunna användas. Som det används här innebär termen slipning att den etablerade eggen blir tillräckligt skarp för att kunna användas, och polering innebär att eggen förfinas ytterligare så att den blir bättre och slätare.
Jag försöker dokumentera hela processen för att få snideriverktyg i form för att användas, oavsett vilken form de har från början. För det mesta behöver verktyg som används regelbundet bara slipas och poleras, men nya eller skadade verktyg, eller verktyg som du har köpt begagnade, kan behöva hela behandlingen.
Rengöring
Helt nya verktyg och verktyg som du har använt behöver förmodligen inte rengöras innan de slipas. Vissa helt nya verktyg kommer att ha sina blad belagda med lack och detta bör avlägsnas genom att blötlägga bladen i lackförtunning eller genom att använda färgborttagningsmedel.Verktyg som är rostiga bör ha rosten avlägsnad från bladen innan de vässas. Du kan göra detta med en kemisk rostborttagare och/eller en stålborste. Anmärkning till dem som köper begagnade verktyg – även om ytlig rost kan avlägsnas utan problem, bör du kanske undvika verktyg som är angripna av rost. Snidverktyg är lättast att använda när knivarna är släta, och rostfläckar ger inte ett smidigt verktyg.
Slipning
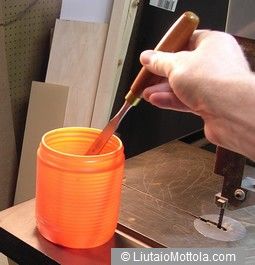
Det första som måste göras med snidverktyg som har slitna eller avslagna kanter är att räta upp kanterna. Detta är inte en åtgärd som behöver göras alltför ofta, men om en bit har tagits ut ur en kant måste kanten rätas ut innan någon annan slipning utförs. Liksom många lutherrar har jag en horisontell bandslipmaskin, och min har en liten diskmaskinslipmaskin på den. Skivslipmaskinen med en 150 kornig skiva fungerar utmärkt för att räta ut kanterna på gougorna.

Det lilla träblocket på bordet håller verktyget i rät vinkel mot skivan.Om du inte har en skivslipmaskin kan du räta ut kanten genom att helt enkelt dra den fram och tillbaka över en sten, en fil eller ett annat platt slipmedel. En försiktighetsåtgärd när du använder sådana här elektriska slipmaskiner för slipning. Skivans höga hastighet innebär att det är möjligt att generera mycket värme mycket snabbt, tillräckligt mycket värme för att ta bort temperamentet ur bladet. Detta skulle vara kontraproduktivt i ett snidverktyg, så när jag använder elektriska slipverktyg för detta ändamål har jag alltid en burk vatten till hands. Kanten doppas hela tiden i vattnet under arbetet. Generellt anser jag att verktyget inte bör vara i kontakt med skivan mer än en sekund innan verktyget doppas i vattnet. Om man ser att metallen börjar bli färgad har den redan blivit för varm.
När eggen har rätats upp kan en grovt skarp egg etableras på verktyget. Jag använder den horisontella bandslipmaskinen även för detta arbete. Ett band med 320 korn aluminiumoxid för stumsömmar fungerar utmärkt. Försök inte med ett band för skosömmar – det är helt enkelt inte tillräckligt slätt. Ha vattenkannan nära till hands och doppa kanten i vattnet ungefär varannan sekund. Snidverktyg med raka kanter, t.ex. mejslar och avbitningsverktyg, slipas precis över plattan, med kanten vinkelrätt mot bandets riktning:

Med bandet med 320 korn går framstegen tillräckligt långsamt så att du både kan undvika att bränna kanten och hålla den rak. Det finns ingen anledning att försöka få den dödskarp här. Jag sparar det till en handhoning senare.
Och även om det är möjligt att vässa kanten på en böjd gubbe över bälteslipmaskinens platta, kan du göra ett mycket bättre jobb om du placerar gubben över det fria utrymmet mellan plattans ände och den främre valsen.

För verktygen med böjd kant är kanten orienterad parallellt med bandets riktning, som på bilden. Jag har stoppat bandet för att ta bilden, men som du kan se böjer sig bandet runt kanten, vilket ger en fin jämn och jämn slipning. Klicka på bilden för en större bild om bältets böjning inte är tydlig här. Återigen, håll kanten våt för att undvika att bränna ut temperamentet ur den. Du vill skapa en fin och ren kant här, men du kan vänta med att göra den riktigt vass tills du slipar den.
Om du inte har eller inte vill använda en bandslipmaskin kan dessa slipningsoperationer säkert göras för hand på vilket platt slipmedel som helst (sten etc.) med en kornstorlek på cirka 320 korn. Se avsnittet om slipning nedan.
Skarvmejslar (i motsats till vinkelslipmejslar) vässas på bägge sidor på bandslipmaskinen. Gjutspetsar och avskiljningsverktyg vässas endast på en sida. För kanelgluggar görs slipningen på utsidan. Men de invändiga ytorna måste sedan slätas. Jag gör detta med en bit sandpapper med korn 320 som rullas runt en liten plugg med lämplig diameter för gougorna och ett litet träblock för delningsverktygen.

Jag är lat så jag lägger inte ner så mycket tid på det här, bara några få drag för att se till att det inte finns någon trådkant kvar efter att jag har slipat den andra sidan. Försök att göra den slät om den är grov, men det finns ingen anledning att arbeta mer än en liten bit bakom kanten. Faktum är att du kommer att utföra den här åtgärden många gånger för att hålla verktyget skarpt när du använder det. Du kan lägga ner tid på att göra baksidan helt plan, eller så kan du bara förlita dig på att den kommer att bli helt plan under många slipningar.
Honning
Du behöver bara slipa om eggen har blivit fel på något sätt. För det mesta när verktyget blir lite slöt är det med avhoningen som du börjar. Liksom många andra har jag så småningom kommit fram till idén att det bästa verktyget för att vässa och avrunna för hand är en glasbit med sandpapper limmat fast på den med spraylim. Genom att använda ett sådant verktyg har du alltid en skarp, platt och stor slipyta att arbeta på. När sandpappret blir igensatt kan du snabbt skrapa bort det och limma på en ny bit. Jag använde en 1/2 tums tjock glasbit som var tillräckligt lång för att limma fast 400-, 600- och 1000-kornspapper på en sida.
Nuförtiden bryr jag mig dock inte ens om glaset, utan fäster helt enkelt sandpappret på bordssågens förlängningsvinge i gjutjärn med långa stavmagneter.Det fungerar lika bra som glaset, men man slipper skrapa och limma.När du vill slipa något, magnetar du pappret till sågen, slipar och kastar sedan pappret.
Honning av mejslar är ganska enkelt – det är bara att dra eggen över pappret, först den ena sidan, sedan den andra, tills du har fått en skarp egg. För verktyg med raka kanter görs dragrörelsen vinkelrätt mot verktygets kant.

När eggen är slipad på 400-kornspapper tar jag några drag på 600-kornspapper och lutar sedan vinkeln lite uppåt och gör ett jämnt drag för att få en fin dubbel fas. Sedan upprepas samma operation på 1000-pappret. Nu är eggen ganska skarp.
Guvar kräver lite mer arbete, eftersom eggen måste skrubbas i sidled (rörelse parallellt med skärkanten) över sandpappret, och gougen rör sig i en rullande rörelse. Rörelsen inleds med den närmaste sidan av gouggen ner på den bortre sidan av pappret:

och sedan dras gouggen mot dig samtidigt som du rullar den mot dig.Rörelsen slutar med att den bortre sidan av gouggen hamnar på den bakre sidan av pappret:

Jag försöker också skapa en dubbel fas på gouggen när jag slipar på 600 och 1000 kornpapper.
Efter att ha slipat de enkelfasade verktygen (gouger, avskärningsverktyg osv.) bör insidan av verktygen rätas upp igen. Jag använder samma teknik som beskrivs i avsnittet om skärpning – korta längder av papp omslagna med sandpapper med lämplig kornstorlek.
Polering
Polering av eggen gör den ännu vassare, plus att det gör att verktyget glider lättare genom träet när du snittar, så att du kan snitta med mindre ansträngning.Det är definitivt värt den extra tid som krävs för att göra det här steget, eftersom det kommer att vara mer än värt att betala tillbaka när du använder verktyget. Detta är ytterligare ett steg där användningen av elverktyg gör arbetet snabbt och enkelt. En bänkslipmaskin med ett hårt filthjul laddat med grönkromoxidblandning polerar upp dina väl slipade snideriverktyg till en skarp skärpa. Kantens utsida poleras med hjälp av hjulets yta eller sida:

Och innerytan på alla utom de snävaste svepgougerna kan poleras på hjulets kant:

Om du inte har en slipmaskin med filthjul kan du göra ett bra jobb med att polera för hand med en bit grovt läder som limmas fast på en plan yta. Ladda lädret med samma gröna kromoxidsubstans och gnugga ytan kraftigt fram och tillbaka över lädret. Även om det går långsammare kan du till och med avstå från lädret och bara göra detta med en platt trä- eller kartongbit och den gröna massan.
När verktyget är polerat är det redo att användas.
